benjames
Ben James
- Joined
- Dec 12, 2013
- Messages
- 35
- Reaction score
- 0
Could I get people advice on what may be happening or what I may be doing wrong while turning a piece of brass please.
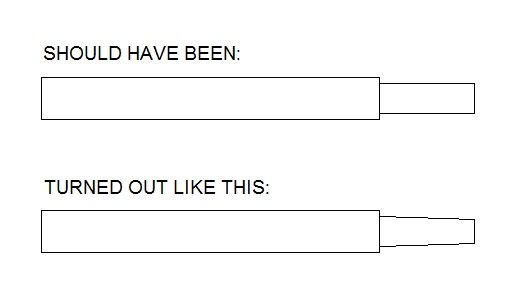
I was just practicing and not making anything in particular on my new lathe. I faced the piece OK but when I went to take off a small amount to reduce the width, the first cut seemed fine and the second. But when I went to reduce it further I ended up with a bad cut as follows in the pictures.
Being a complete newbie I am not sure what to make of it.
When I took the piece out and measured it I got these readings:
AT THE FAT END

AT THE SKINNY END

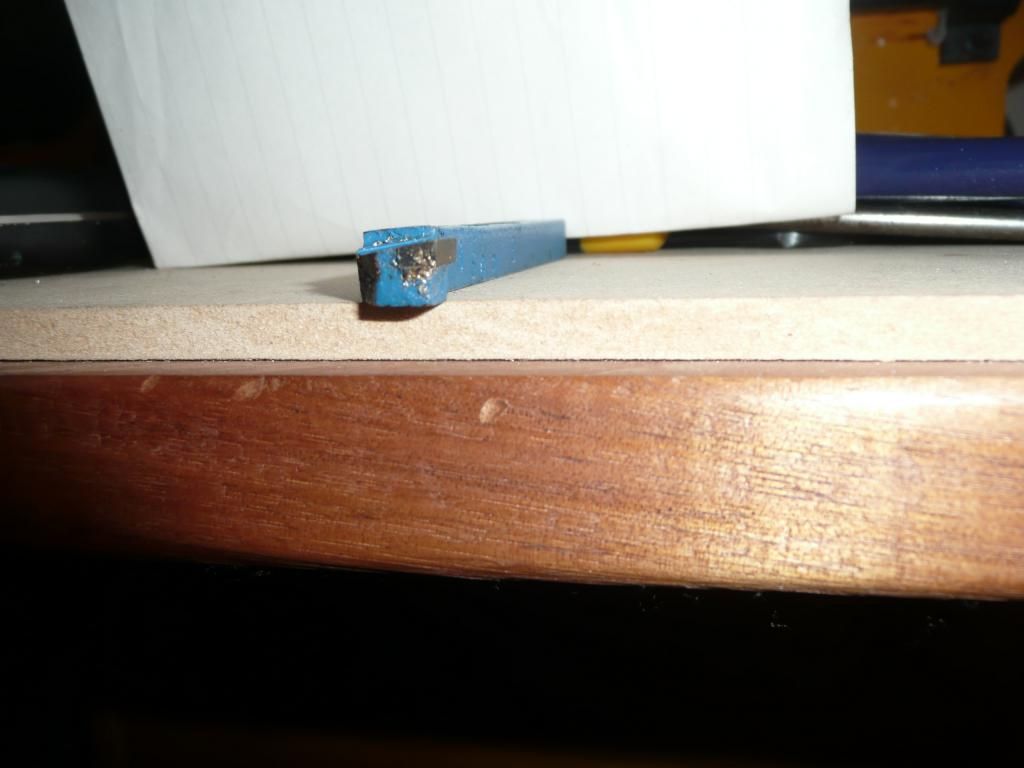
Here is an overview shot of the part:

Is my tool not sharp enough? It seems pretty darn sharp to me and was the first time I ever used it.
Could it be because my tool is not perfectly centered?
Any suggestions?
Thanks for your help as always.
Ben.

I was just practicing and not making anything in particular on my new lathe. I faced the piece OK but when I went to take off a small amount to reduce the width, the first cut seemed fine and the second. But when I went to reduce it further I ended up with a bad cut as follows in the pictures.
Being a complete newbie I am not sure what to make of it.
When I took the piece out and measured it I got these readings:
AT THE FAT END
AT THE SKINNY END
Here is an overview shot of the part:
Is my tool not sharp enough? It seems pretty darn sharp to me and was the first time I ever used it.
Could it be because my tool is not perfectly centered?
Any suggestions?
Thanks for your help as always.
Ben.