If I have learned anything from this web site it is that making a multi cylinder crankshaft if a very difficult process.
My intentions were to make a built up crankshaft, but my attempt at that failed horribly. After I pressed in the pins the whole thing was out of whack, to make matters worse, I accidently cut one of the crank journels off when removing the unwanted bits, so it was scrapped.
So I finally decided to make it in one piece. This is where the fun begins.
Since this is my first attempt I decided to use what I had on hand. Mystery Steel.
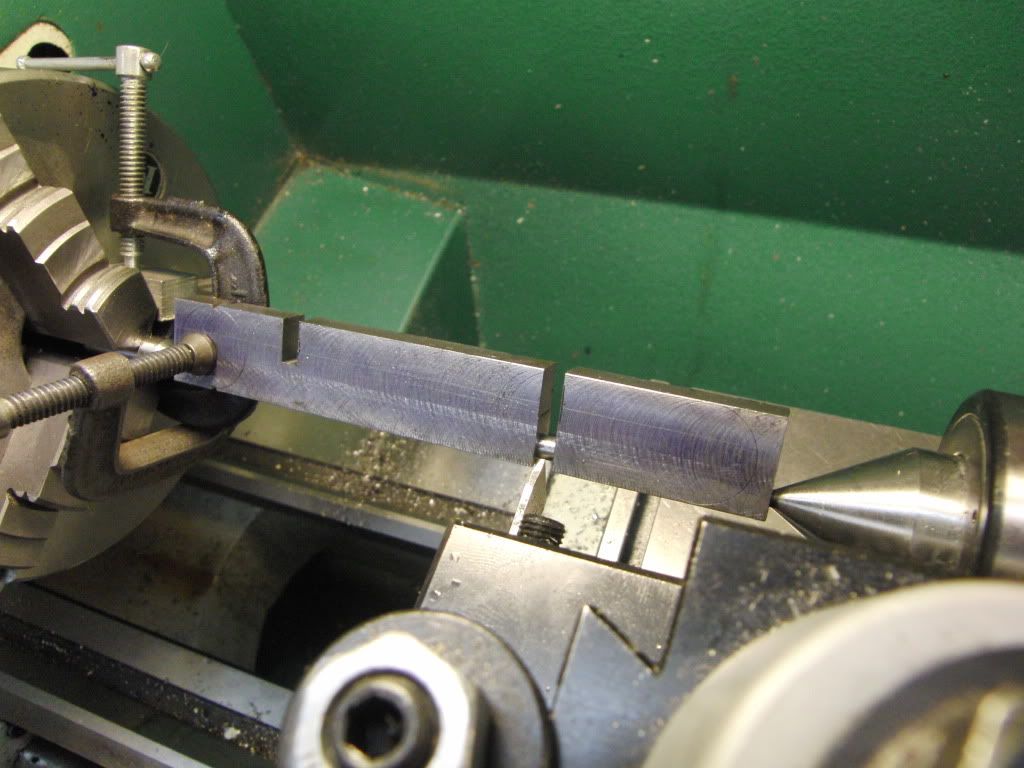
It was center drilled for the mains and throws.
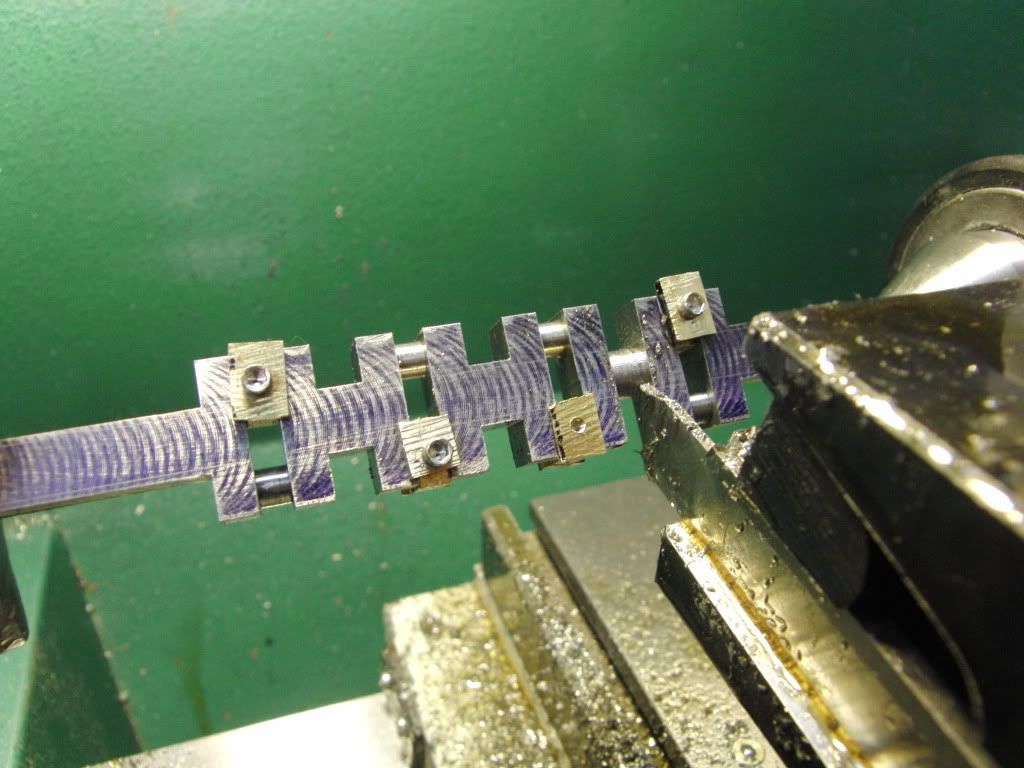
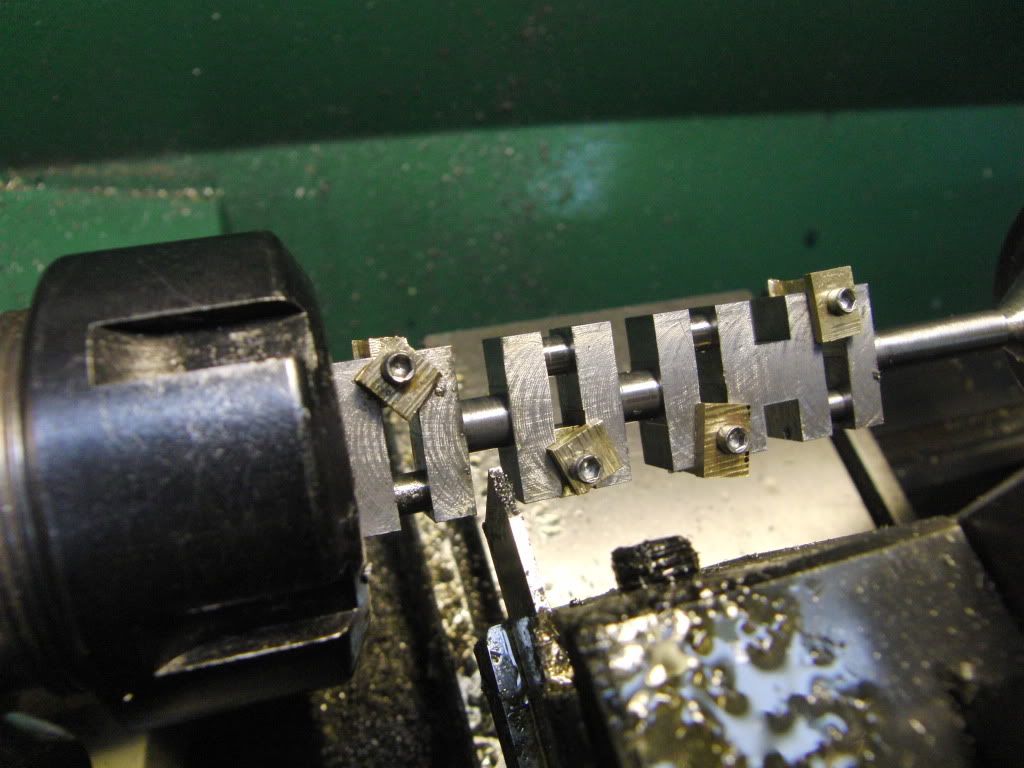
I am using the mill away then turn method.
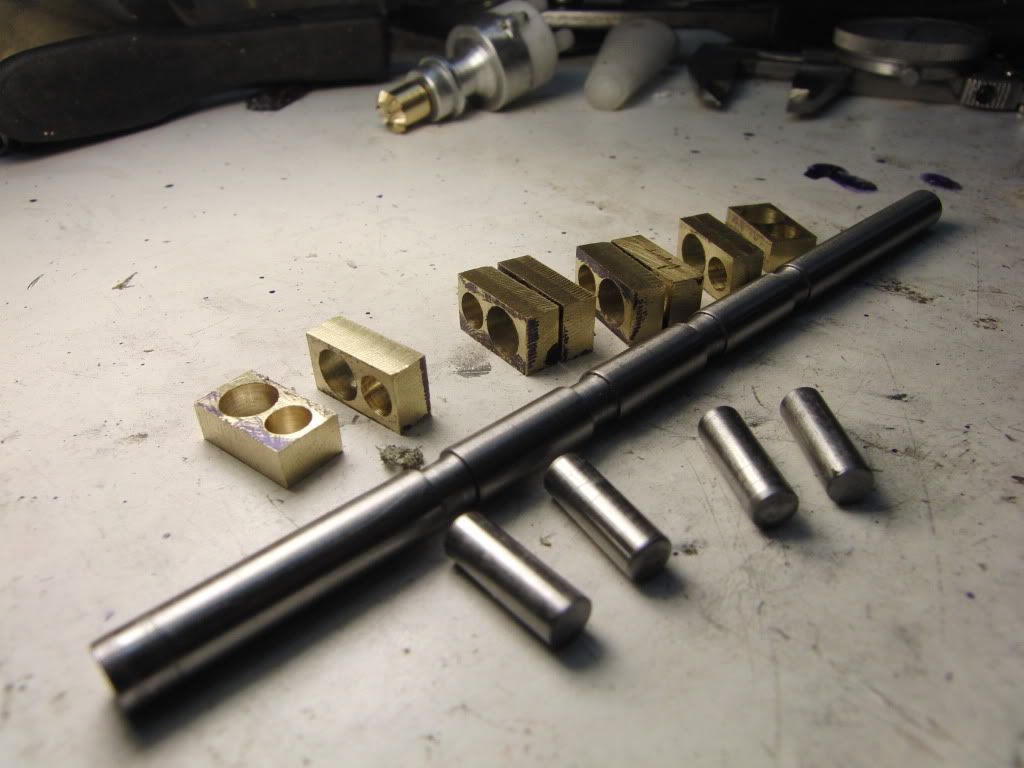
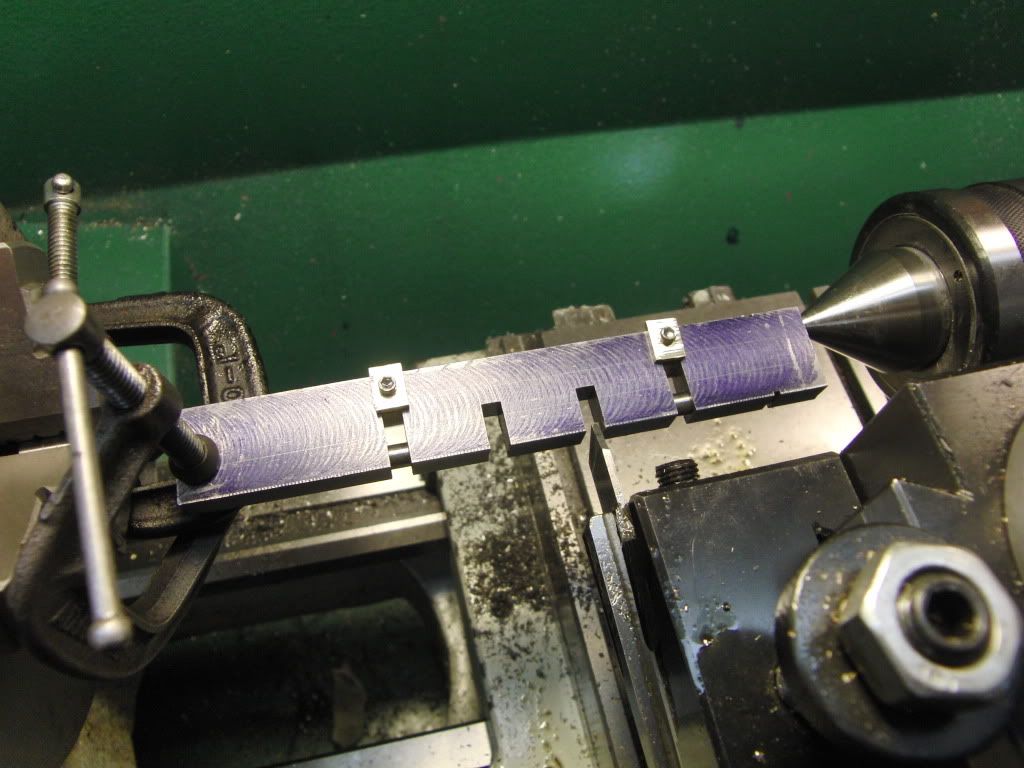
Here are the spacers which will stop the crank from crushing when clamped between centers.
Back to the mill for the mains
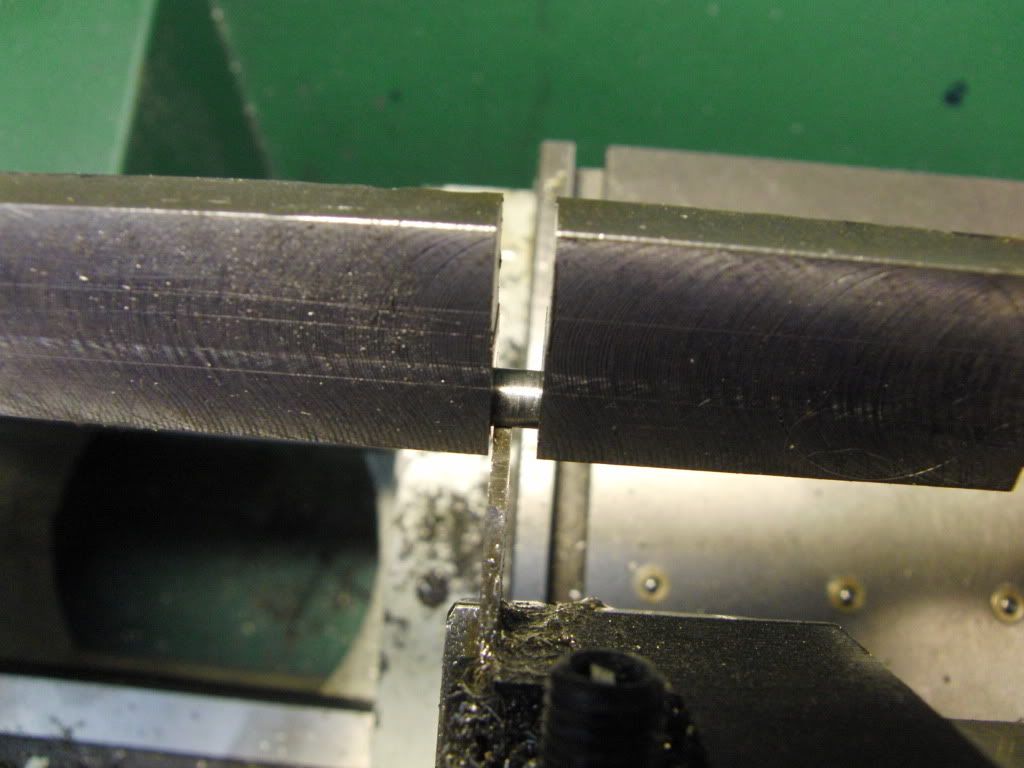
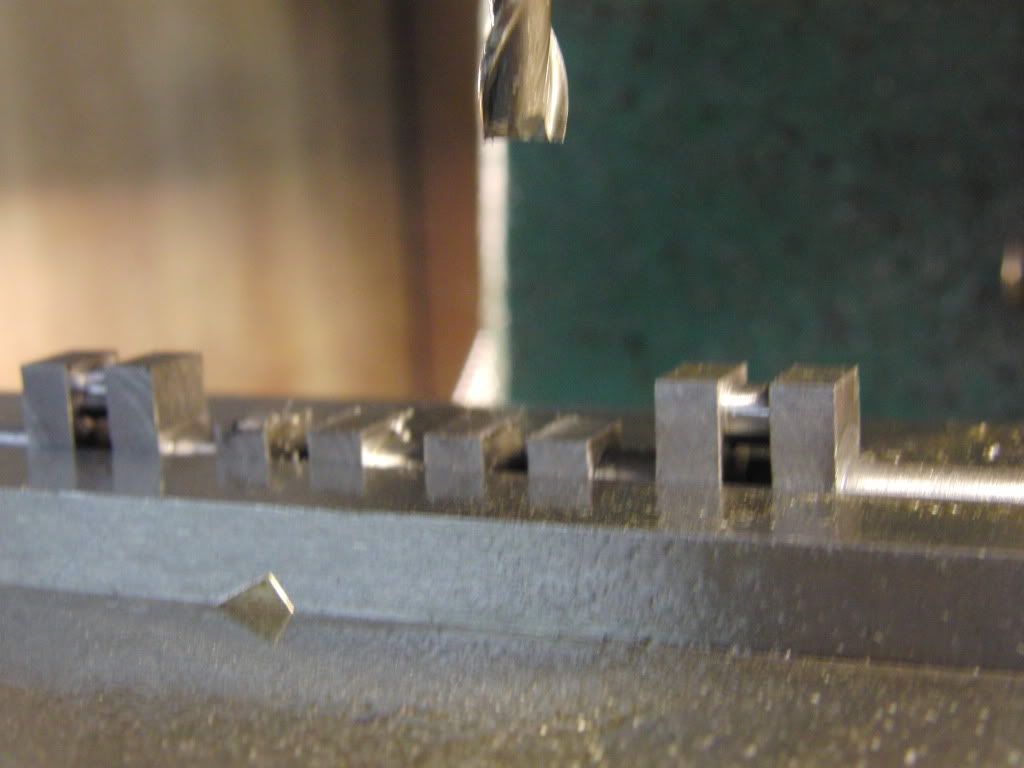
Cutting the first main.
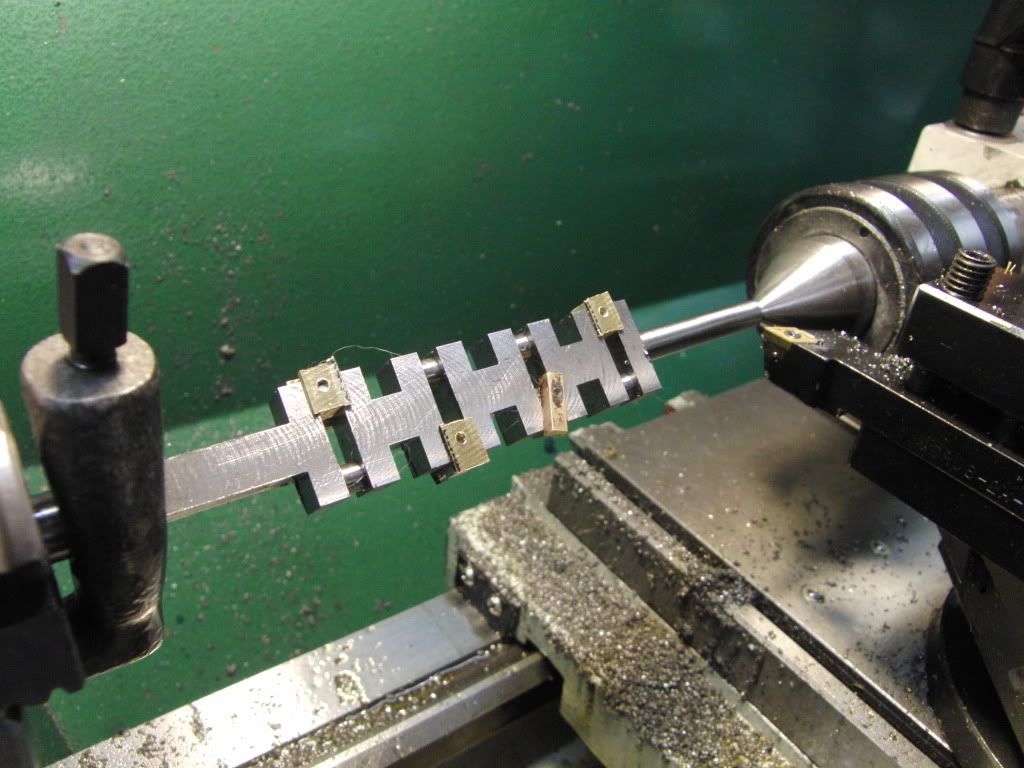
Up to this point everything was going OK, except for the chatter I was getting from the cut off bar, but I figured it was from the interrupted cuts.
Well, as I started to cut the second main journal a horrible noise was heard, the cut off bar caught up on the part and turned my crankshaft into a banana. I was't even hungry. I let out a quite @#$%, and said to myself, "Self, that wasn't to bad for your first try", and quietly shut the lights off and went upstairs to contemplate what I had done, aside from loosing 7 hours shop time.
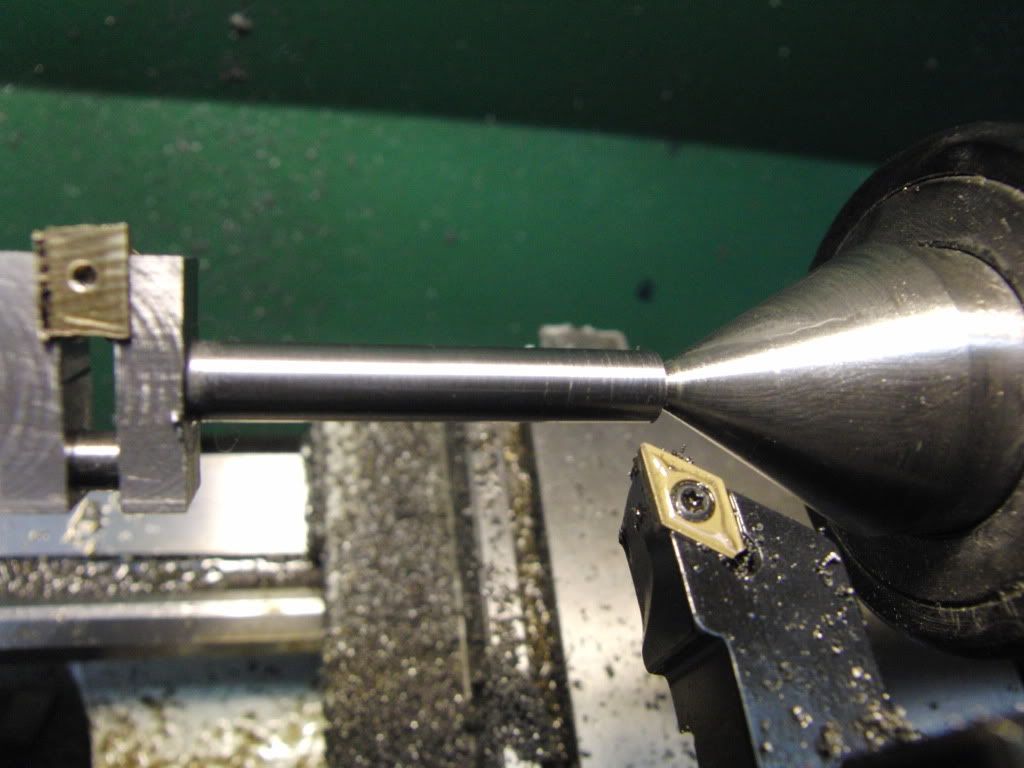
I am thinking that a proper indexable cut off tool is in order, but I am not sure.
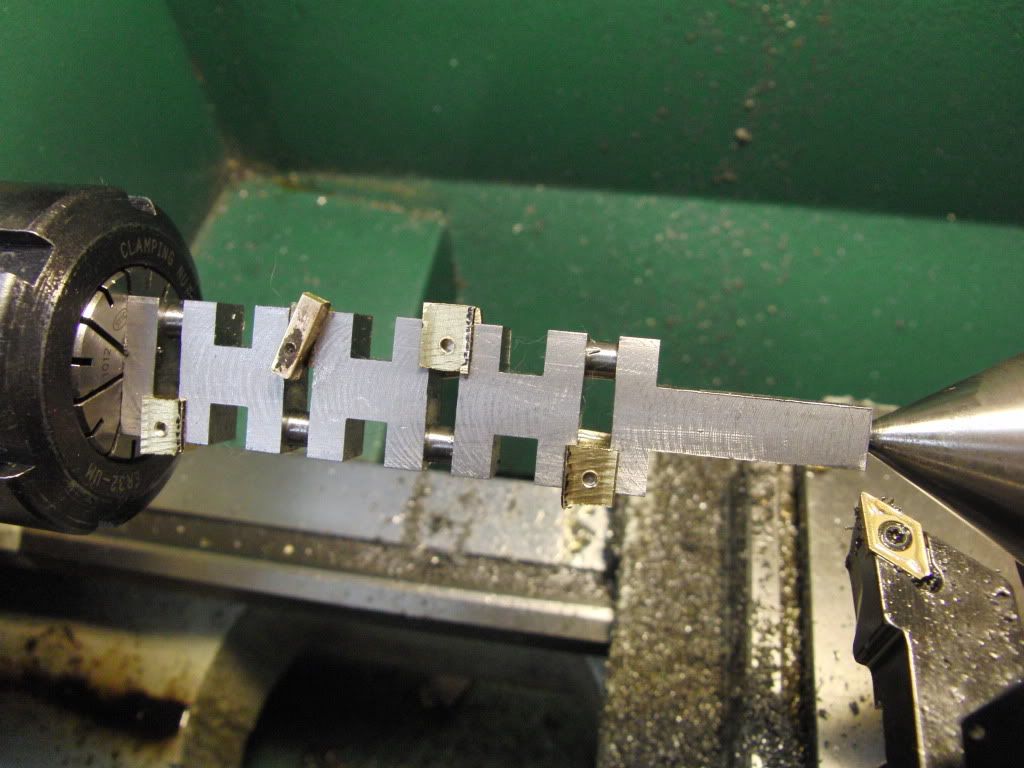
I tried to give the crank a little twist, and even with 3/16" journals it is incredibly stiff, and will not be bent back into shape, every throw is twisted and out of line.
I really liked making this part, even though I failed, it is not a failure.
Any suggestions on how I can change my setups, or the order of machining operations?
Kel


















") Start with a little nudge or tap with a hammer here and there, you will be surprised how easy it moves.
Start with a little nudge or tap with a hammer here and there, you will be surprised how easy it moves.