SmoggyTurnip
Well-Known Member
- Joined
- Mar 12, 2008
- Messages
- 106
- Reaction score
- 0
Well I guess I made a mistake. When I said I was sucessful at doing 8 tpi with the threading dial I had only done 2 passes and it looked like each pass was aligned. I had to leave after that and in my mind I thought I had it all sorted out. Last night I went to finish the job and iafter a few more passes I started to notice that all was not right. It seemed that the thread was gradually moving to the left a little on each pass. When I came to notice this I stopped to think for a minute - is it really out or are my eyes just getting worse. Then I thought I' do a couple more passes. I waited for the "1" to come up on the dial and engaged the dial and then engaged the half nuts. On this pass the cut was no where near the right place. What am I doing wrong I thought. I couldn't figure it out so I went to bed and slept on it.
Today is a new day and I think I understand what went wrong.
Several month ago I was doing some threading without using the threading dial. I do not remember what pitch I was doing as it was not for anything important - I was just trying to teach myself how to do threading on the lathe. The threads wer cominig out slightly off (the pitch was not quite right). I checked the gears that I had installed and they wer right acording to the chart that is printed on the lathe. Here is the chart:
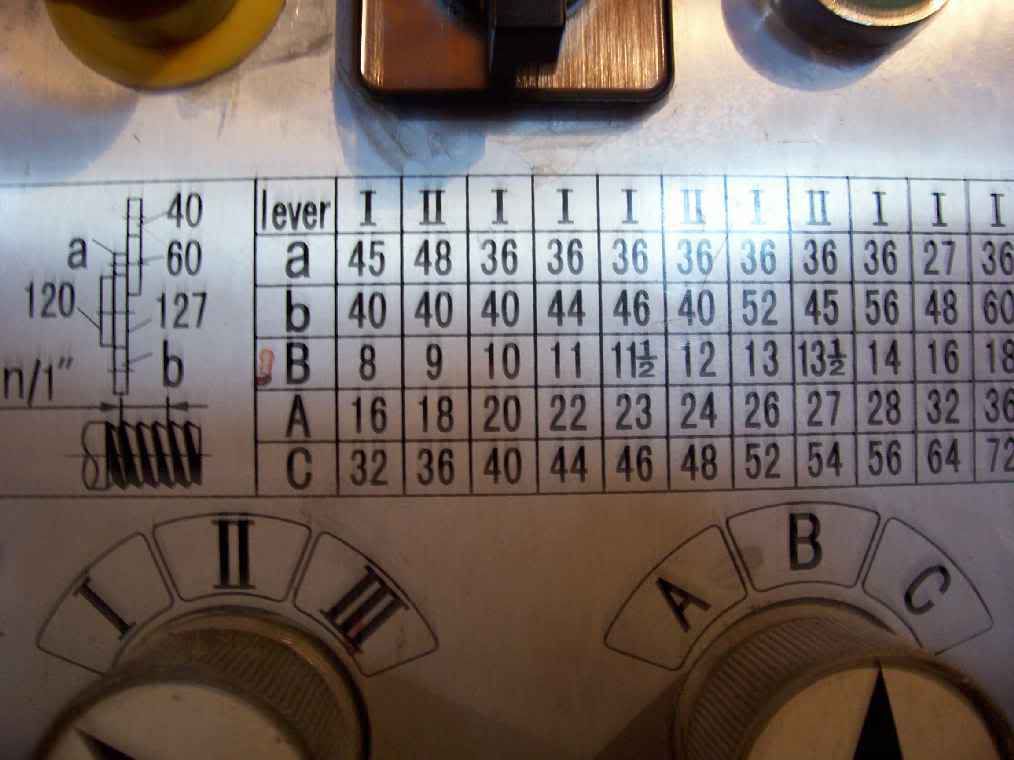
It took a couple of days playing around with it and thinking before I decided to calculate what pitch I should get using the gears I had set up. I didn't do this at first because I thought that was what the table was for. To my suprise the table was not correct It was full of aproximations. So I wrote a little program to calculate all the possible pitches I cut cut with the gears that I have - it even ruled out combinations that would not fit for one reason or another. It created a text file and sorted it by pitch so now when I want to cut a thread I just look in that file and find the pitch I want and use the gears that were calculated.
So when I set up to do 8 tpi I looked up in the table - the closest thing there was 7.988166 tpi. I thought that was close enough and it would be if I wasn't using a threading dial. I was cutting about 1 inch of threads so on each pass I was comming up short by .002 inches. This can easily be missed on the first 2 passes by a rank amature like me. It also explains why the last cut was so bad. As I stood there thinking about what could be going wrong the lathe was still turning and the spindle was getting more and more out of sync with the leadscrew. So anyway it looks like I can not use the threading dial for 8 tpi on this machine or 9 tpi or 10 tpi or 11 or 11.5 or 13.5 or 14 or 16.
As an example of how bad the table is on the lathe look at this.
The table says for 8 tpi use the gears 40/60 45/120 127/40 and put levers in B and I.
(40/60) X (45/120) X (127/40) = .79375
Levers in B I multiplys this by 2
this gives 1.5875
divide by 12 (lead screw tpi) gives .13229166
the recprical of this gives the threads per inch = 7.559.
7.559 is a long way off of 8.
My program calculated the closest possible set of gears to be 40/60 52/120 127/44 with levers in B and I.
this gives 7.988166 tpi - much closer but still impossible with a threading dial.
The thread I want to make is to a shoulder so it is going to be difficult without using the threading dial.
Today is a new day and I think I understand what went wrong.
Several month ago I was doing some threading without using the threading dial. I do not remember what pitch I was doing as it was not for anything important - I was just trying to teach myself how to do threading on the lathe. The threads wer cominig out slightly off (the pitch was not quite right). I checked the gears that I had installed and they wer right acording to the chart that is printed on the lathe. Here is the chart:
It took a couple of days playing around with it and thinking before I decided to calculate what pitch I should get using the gears I had set up. I didn't do this at first because I thought that was what the table was for. To my suprise the table was not correct It was full of aproximations. So I wrote a little program to calculate all the possible pitches I cut cut with the gears that I have - it even ruled out combinations that would not fit for one reason or another. It created a text file and sorted it by pitch so now when I want to cut a thread I just look in that file and find the pitch I want and use the gears that were calculated.
So when I set up to do 8 tpi I looked up in the table - the closest thing there was 7.988166 tpi. I thought that was close enough and it would be if I wasn't using a threading dial. I was cutting about 1 inch of threads so on each pass I was comming up short by .002 inches. This can easily be missed on the first 2 passes by a rank amature like me. It also explains why the last cut was so bad. As I stood there thinking about what could be going wrong the lathe was still turning and the spindle was getting more and more out of sync with the leadscrew. So anyway it looks like I can not use the threading dial for 8 tpi on this machine or 9 tpi or 10 tpi or 11 or 11.5 or 13.5 or 14 or 16.
As an example of how bad the table is on the lathe look at this.
The table says for 8 tpi use the gears 40/60 45/120 127/40 and put levers in B and I.
(40/60) X (45/120) X (127/40) = .79375
Levers in B I multiplys this by 2
this gives 1.5875
divide by 12 (lead screw tpi) gives .13229166
the recprical of this gives the threads per inch = 7.559.
7.559 is a long way off of 8.
My program calculated the closest possible set of gears to be 40/60 52/120 127/44 with levers in B and I.
this gives 7.988166 tpi - much closer but still impossible with a threading dial.
The thread I want to make is to a shoulder so it is going to be difficult without using the threading dial.