- Joined
- Dec 14, 2007
- Messages
- 1,181
- Reaction score
- 31
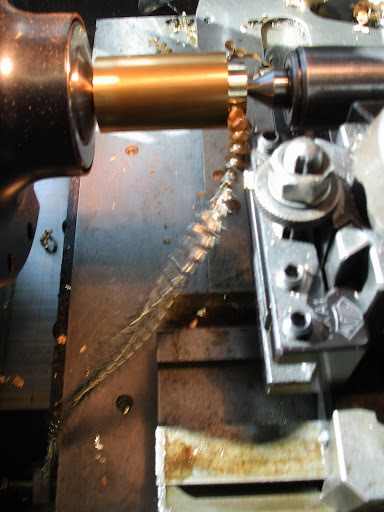
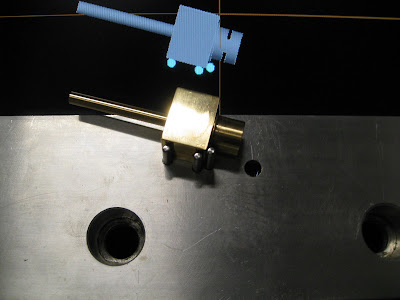
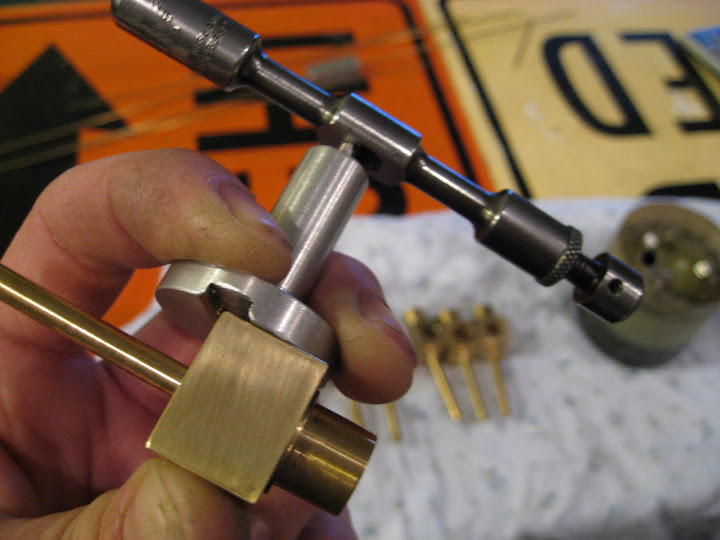
Got a chance to cut up our material today. Hopefully I'll only need the one spare. ;D
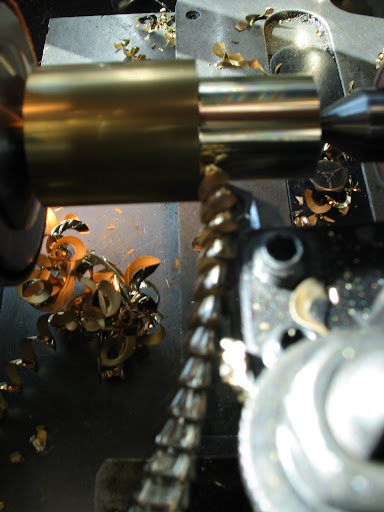
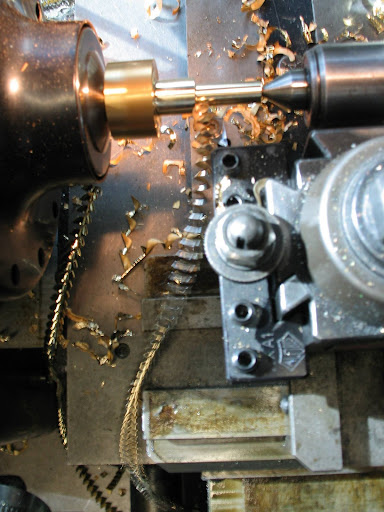
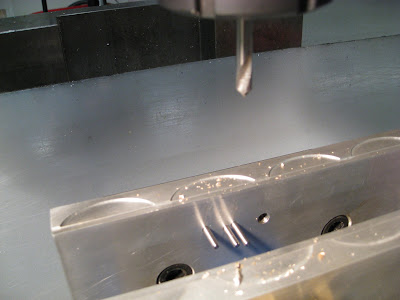
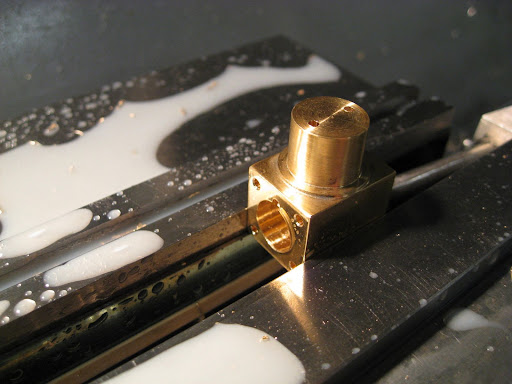
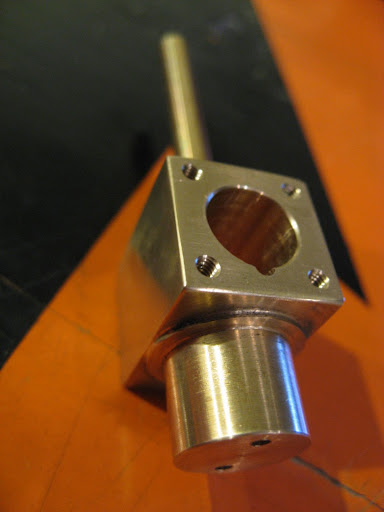
I thought I would turn the half inch journal first, then the 3/16 shaft dia. And then square it vertically in the collet block.
-Kevin.
<a href="http://picasaweb.google.ca/kustomkb/Coomber/photo#5236421455041519218"><img src="http://lh4.ggpht.com/kustomkb/SKuBkdH73nI/AAAAAAAAAGI/kFvVw6fpBxU/s400/IMG_2137.jpg" /></a>
<a href="http://picasaweb.google.ca/kustomkb/Coomber/photo#5236421481407478402"><img src="http://lh3.ggpht.com/kustomkb/SKuBl_WEeoI/AAAAAAAAAGQ/L9rC1-ppbKY/s400/IMG_2141.jpg" /></a>
I thought I would turn the half inch journal first, then the 3/16 shaft dia. And then square it vertically in the collet block.
-Kevin.
<a href="http://picasaweb.google.ca/kustomkb/Coomber/photo#5236421455041519218"><img src="http://lh4.ggpht.com/kustomkb/SKuBkdH73nI/AAAAAAAAAGI/kFvVw6fpBxU/s400/IMG_2137.jpg" /></a>
<a href="http://picasaweb.google.ca/kustomkb/Coomber/photo#5236421481407478402"><img src="http://lh3.ggpht.com/kustomkb/SKuBl_WEeoI/AAAAAAAAAGQ/L9rC1-ppbKY/s400/IMG_2141.jpg" /></a>

")