Did some work on the cylinder today, and in the process, discovered an error in my machining of the standard

When I bought this casting set, it came with a photocopy of the original plans (dated 8-12-53). Since parts of those were dark and hard to read, I bought a new set of plans from Stuart Models, which, of course, go with the more modern castings. Well, it turns out that some parts have changed!
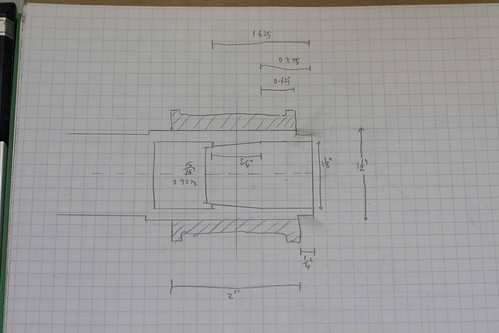
The 1953 cylinder is 2" long, whereas the modern one is 2 1/8" long. The 1953 cylinder flanges have a 2 3/8" diameter, and the modern one is 2 9/32", etc.
What this means is that my cylinder is too long, and the top flange on the standard is a bit small. Nothing I can't make up for, but annoying nonetheless :-\
Anyway, on with the build. I'll work from the old plans from now on!
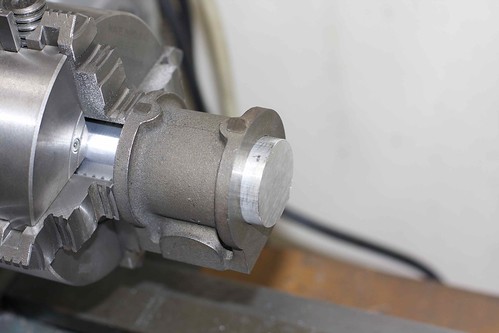
The cylinder was chucked up in the 4-draw, and the non-critical top surface faced off. Then I flipped it around, taking care to seat it so that the ends would be parallel, and faced the bottom end, taking it close to what I thought was the correct length
[Not enough care taken, apparently; the ends aren't parallel, but the bottom end is perpendicular with the bore, which is what matters.]
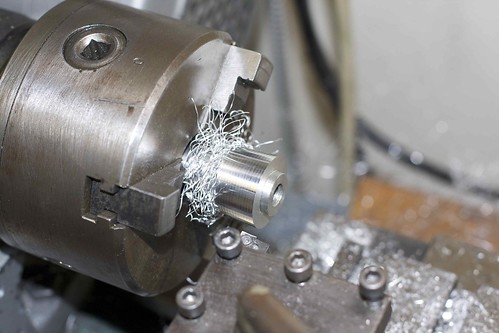
Without removing it from the chuck, I then did the bore with a boring bar with carbide insert. I was trying to hit about 1.498", but I think I ended up with the tool just rubbing when I was trying to take the final few cuts. Still being undersize, I went to remove another thou, and the tool then started taking off material again, resulting in a bigger cut than I wanted. It ended up around 1.499" before lapping:

Not a great finish or diameter, but not too bad.
I'd earlier splashed out on an expending brass lap for this build, so then spent some time lapping the cylinder with 3 grades of diamond paste:

The cylinder is held by hand and gentled moved to and fro, so the lap extends about half way out on each side, trying to avoid making a bell-mouthed bore. After perhaps 45 minutes of lapping, and 3 grades of paste, the result is reasonable:

and measures about 1.502".
I think to get a really smooth finish I'd have to go to about 1.505", and it would take forever with a lap. Maybe a cylinder hone would be better for this? I would also worry when going much larger about whether the piston rings will still fit OK. I think I'll leave it as-is for now.
So, because of my plan mix-up, I need to take 1/16" off each end of the cylinder. I'm going to have to be really careful to keep the bottom face perpendicular to the bore, so I'm thinking of making an arbor, and using that to trim the ends. Hey, at least that lets me correct the non-parallel ends