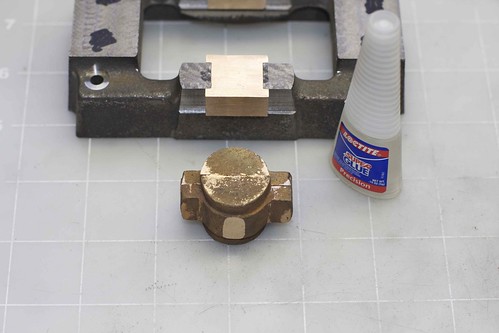
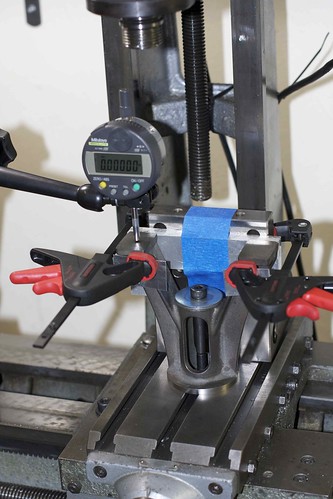
I thought I'd take a break from the bearings, and made some progress on the standard over the weekend. After some cleanup with a file, I wrung it onto lap that I had lying around:
which allowed me to do some initial cleanup on the feet. This setup isn't rigid enough to do a good job, but I just wanted to get the feed good enough for the next step. I'll finish them off later.
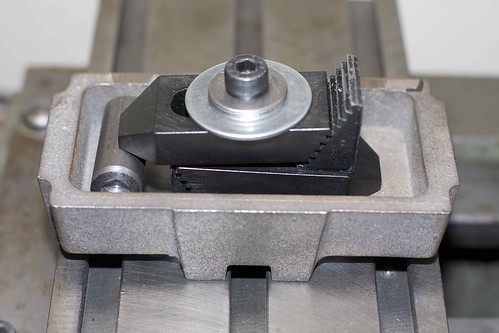
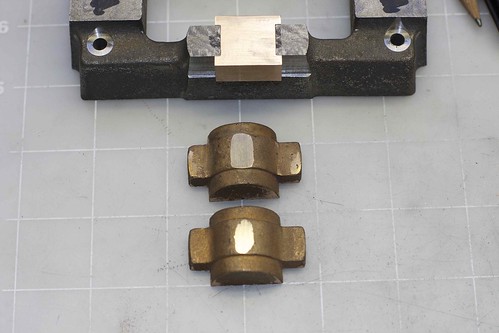
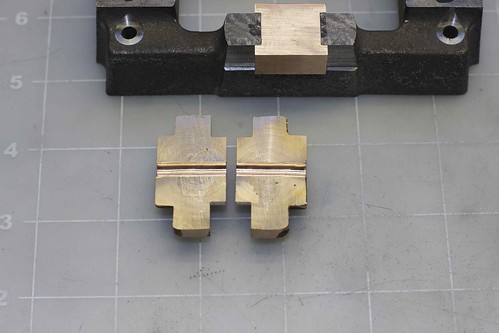
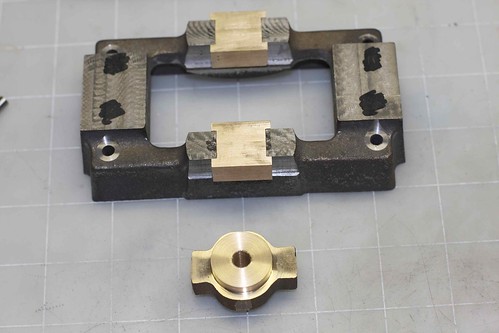
I made a couple of feet clamps:

and used them to attach the standard to a faceplate. Now I used the same lap to get it mostly centered:

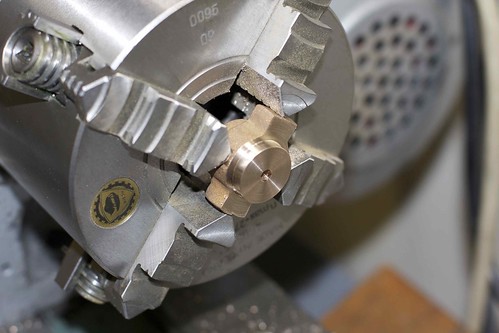
I could then take a facing cut across the top. However, when trying to take the top diameter down to size, I was getting a lot of chatter, because things weren't rigid enough, so some support with a live center in the tailstock was used which helped a lot.

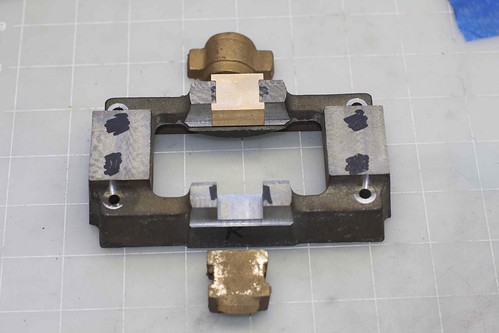
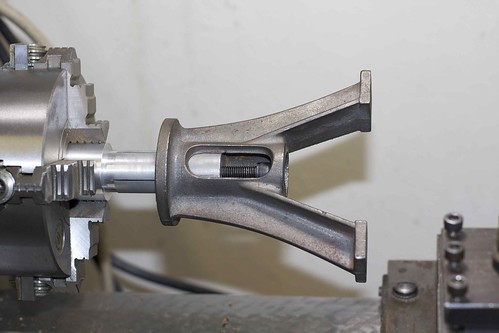
Now came the part that I was a bit nervous about: boring. I pretty soon found out that chatter was a serious issue here too, but worse because the boring bar has some flex also. I bolted some 1-2-3 blocks to the faceplate, and to each other with some Al bar spacers. This worked pretty well, once I'd adjusted things to avoid pulling the standard out of alignment.

I also tried to reduce resonance in the boring bar by wrapping it in electrical tape, but that didn't seem to do much. (I suspect that chatter often results not simply from lack of rigidity, but also from the part and tools resonating or "ringing".)
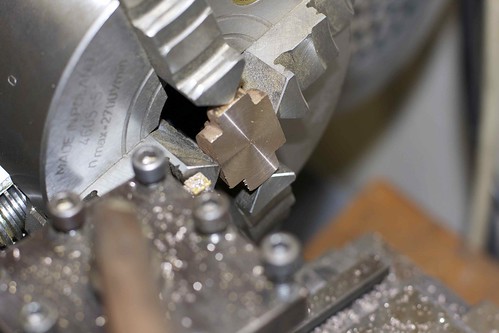
The new setup worked pretty well, though the interrupted cut in the middle of the standard taught me that not all carbide inserts are created equal ;D (Yeah, I know, I should't be using carbide for an interrupted cut, but I have no HSS boring tools or inserts.)
After boring to a few thou undersize, I made an Al lap:

My poorly conceived plan was to screw a pipe tap into the lap to expand it, but that didn't really work very well. Luckily the lap was tight enough at the start to still be useful.
I applied the lap with a couple of grades of diamond paste:

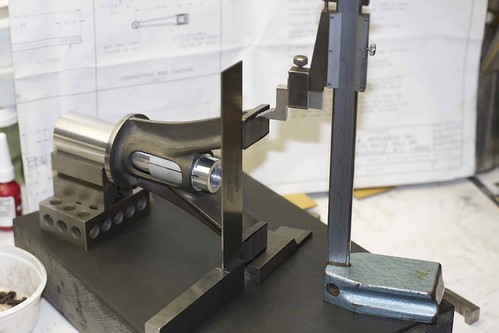
which resulted in an acceptable bore.

This bore is spot on 1 1/8", but I would have liked to be able to take perhaps another thou off by lapping to improve the finish. Maybe I'll figure out a way to make the lap work better and apply it again.
Next is to flip the standard around on the faceplate and finish off the feet to take it to final height. I'm noodling over the best way to hold the thing to keep those feet nice and rigid.
I'm also not sure if I should clean up the windows in the bore with a mill, or just leave them as-is.
Simon