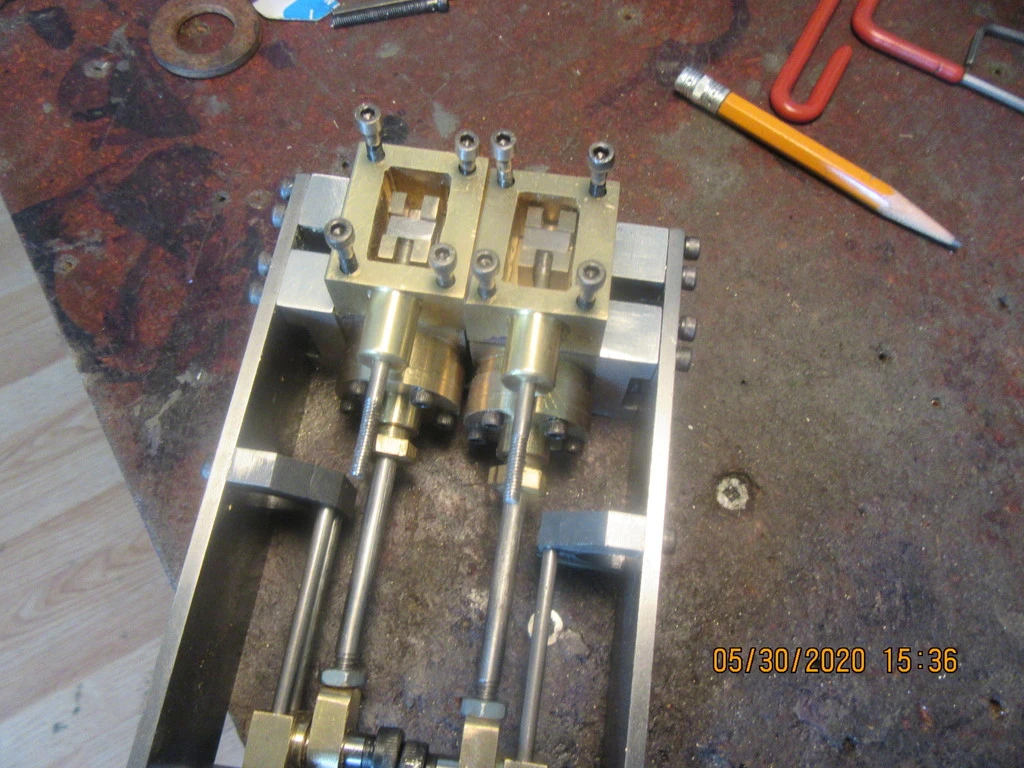
I have a reamed hole in the cylinder end cap for rod guidance. The bore of the screw in gland is 0.015" larger--it doesn't really provide guidance, it just holds the packing in place around the shaft. I make the packing from teflon tape for plumbing work rolled into a small diameter, rope by twirling it between my thumb and finger.

Stephenson's Rocket--Working Model
- Thread starter Brian Rupnow
- Start date







")