That should keep every one interested for a while, there is heaps more to come.
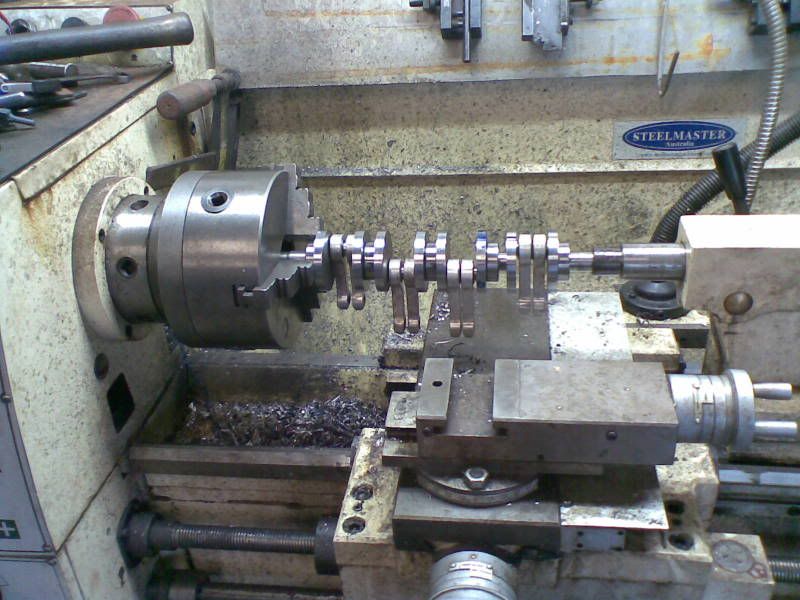
heads, barrels, cams, rockers, distributor, pistons, rings and the crank.
more comments and questions PLEASE i am enjoying this part of it as much as i did building the engine ;D











")