




- Joined
- Apr 3, 2011
- Messages
- 192
- Reaction score
- 305
Whilst on a slow period with my V8 I have been designing my next engine, which will be a 1/3 scale V10.
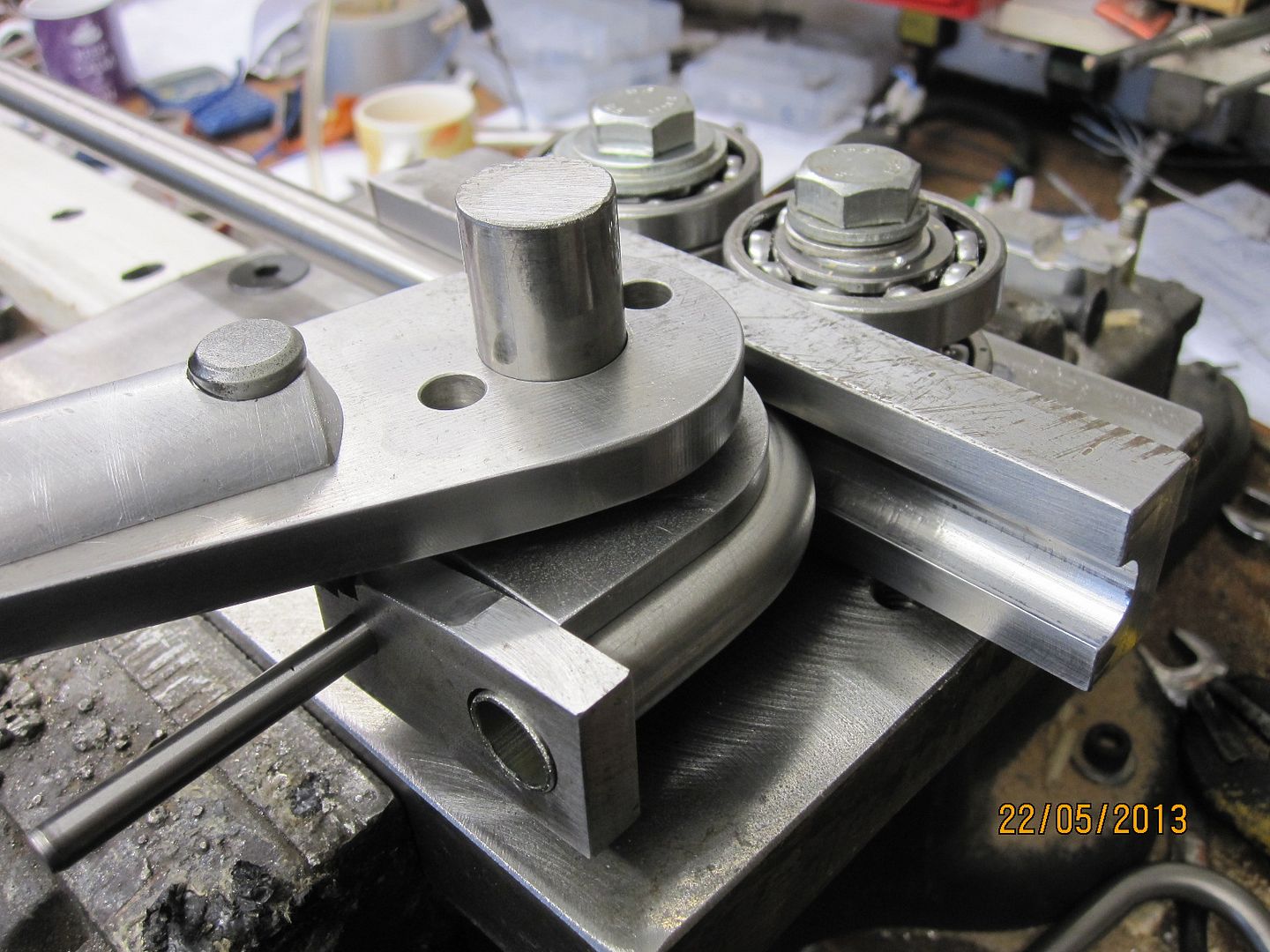
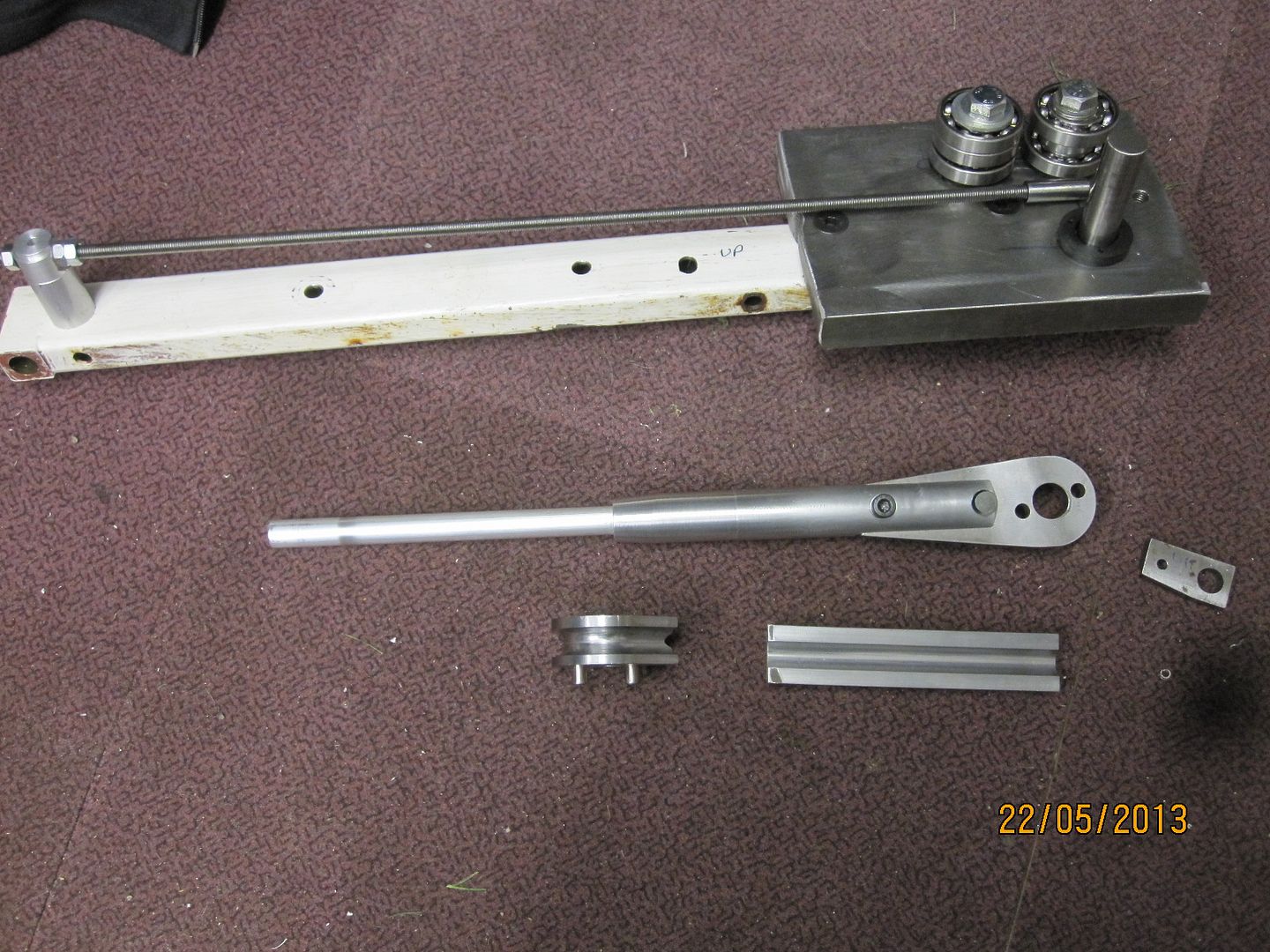
Remembering what a nightmare the V8 exhaust manifolds were to make, I decided to have a go making a mandrel bender for the V10 exhaust.
The tube size is 14mm o/d x 1mm wall.
Hopefully the principle is self explanitory from the pics.
I cut the half diameters with a 14mm ball nosed end mill, after hogging as much steel away with plain end mills.
The mandrel bit, which goes inside the tube, is just hardened silver steel, sized to be as close a fit to the bore as possible.
I did 4 trial bends, the first without the mandrel inside the tube, and 3 more with the mandrel pushed a bit further past the tangent point of the bend each time.
Pushing the mandrel in any further than the last photo resulted in a lock up of the mandrel in the bend, so that dictated the limit of its forward position.
The dimensions written on the tubes is the thickness after bending, from the i/d to the o/d. I was hoping for the best one to be a bit closer to 14mm, but it's not too bad.
There is still a kink in the i/d at the start of the bend. The mandrel won't prevent this. I still need to see if there is any way of reducing this.
I have just got some ally tube to try. If that doesn't kink then it's just a consequence of the stainless being much harder to pull round the former than the ally.
I know full sized benders have a wiper to reduce the kinking here, but I doubt that's going to scale down very well.


Remembering what a nightmare the V8 exhaust manifolds were to make, I decided to have a go making a mandrel bender for the V10 exhaust.
The tube size is 14mm o/d x 1mm wall.
Hopefully the principle is self explanitory from the pics.
I cut the half diameters with a 14mm ball nosed end mill, after hogging as much steel away with plain end mills.
The mandrel bit, which goes inside the tube, is just hardened silver steel, sized to be as close a fit to the bore as possible.
I did 4 trial bends, the first without the mandrel inside the tube, and 3 more with the mandrel pushed a bit further past the tangent point of the bend each time.
Pushing the mandrel in any further than the last photo resulted in a lock up of the mandrel in the bend, so that dictated the limit of its forward position.
The dimensions written on the tubes is the thickness after bending, from the i/d to the o/d. I was hoping for the best one to be a bit closer to 14mm, but it's not too bad.
There is still a kink in the i/d at the start of the bend. The mandrel won't prevent this. I still need to see if there is any way of reducing this.
I have just got some ally tube to try. If that doesn't kink then it's just a consequence of the stainless being much harder to pull round the former than the ally.
I know full sized benders have a wiper to reduce the kinking here, but I doubt that's going to scale down very well.




") Some things don't scale well and some (like material properties) don't scale at all.
Some things don't scale well and some (like material properties) don't scale at all. 