Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
Sorry for the abrupt removal of the original post, but I decided to modify the design before it created an obvious but unforeseen problem.
The SX3 has become my favorite machine to use these days and I'm always looking for ways to make it more usable. There have been a couple of times when a quill stop would have been very useful, but having fitted the quill with an LED light, there wasn't much room left for one.
My first "prototype" used the DRO mount, which fit nicely, but came with the danger of breaking a couple of screws off in the quill. Not wanting that sort of heartache, I went back to the drawing board last night and made up a whole new mount that clamps solidly onto the quill. The adjustable stop uses the bracket that once served to mount the useless OEM safety shield. It was in the perfect spot and already had a hole right where needed.
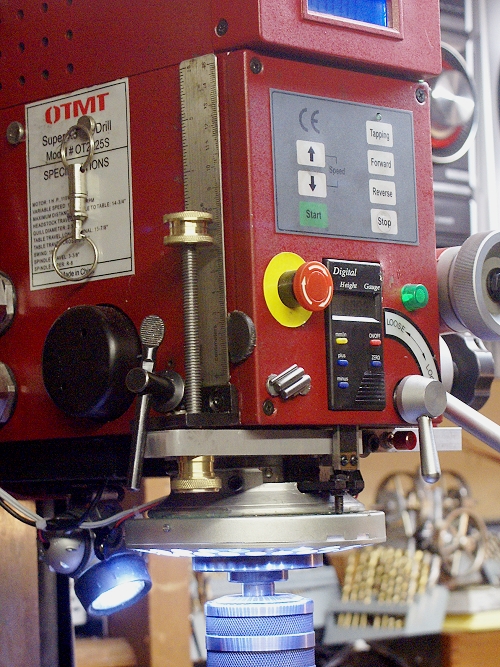
Once the bracket was in place, the threaded stop was as simple as adding a piece of 5/16 threaded rod and turning off a threesome of knurled brass finger nuts. The 3 nuts gave me my first chance to use the tapping feature on the mill. One word.... Shhhhwwweeeeeeeeeeeetttt!!! I'll be using that thing a LOT more in the future.
While I was back at it today, I slipped over to Radio Shack to pick up a replacement switch for the mill's flying saucer lamp. There, they had a small 4.5 volt wall wart transformer which is now installed and will hopefully put an end to the little devil's never ending appetite for expensive AA batteries. This mod also let me get rid of the battery case and clean up the whole front of the mill, giving me back the 5/16 inch of quill travel I'd originally sacrificed to mount it.
I've tested the stop and it works as planned. Now if I can just remember to run the nuts back up after each use....(yeah... I forgot them the very first time it was used)
Steve
The SX3 has become my favorite machine to use these days and I'm always looking for ways to make it more usable. There have been a couple of times when a quill stop would have been very useful, but having fitted the quill with an LED light, there wasn't much room left for one.
My first "prototype" used the DRO mount, which fit nicely, but came with the danger of breaking a couple of screws off in the quill. Not wanting that sort of heartache, I went back to the drawing board last night and made up a whole new mount that clamps solidly onto the quill. The adjustable stop uses the bracket that once served to mount the useless OEM safety shield. It was in the perfect spot and already had a hole right where needed.
Once the bracket was in place, the threaded stop was as simple as adding a piece of 5/16 threaded rod and turning off a threesome of knurled brass finger nuts. The 3 nuts gave me my first chance to use the tapping feature on the mill. One word.... Shhhhwwweeeeeeeeeeeetttt!!! I'll be using that thing a LOT more in the future.
While I was back at it today, I slipped over to Radio Shack to pick up a replacement switch for the mill's flying saucer lamp. There, they had a small 4.5 volt wall wart transformer which is now installed and will hopefully put an end to the little devil's never ending appetite for expensive AA batteries. This mod also let me get rid of the battery case and clean up the whole front of the mill, giving me back the 5/16 inch of quill travel I'd originally sacrificed to mount it.
I've tested the stop and it works as planned. Now if I can just remember to run the nuts back up after each use....(yeah... I forgot them the very first time it was used)
Steve


") , because I did the same thing with my SX3. The digital depth readout is very nice, but like you say, sometimes you need a positive stop.
, because I did the same thing with my SX3. The digital depth readout is very nice, but like you say, sometimes you need a positive stop.