SAMs rendition of Elmer Verburgs #2 Vertical Twin Wobbler.
This is my second build using a loose 1994 Shop Task 3 in 1 machine. I keep learning more about the capabilities and limitations of this old machine. The plans I used are available free at
http://www.john-tom.com/ElmersEngines/02_twinVwobbler.pdf .
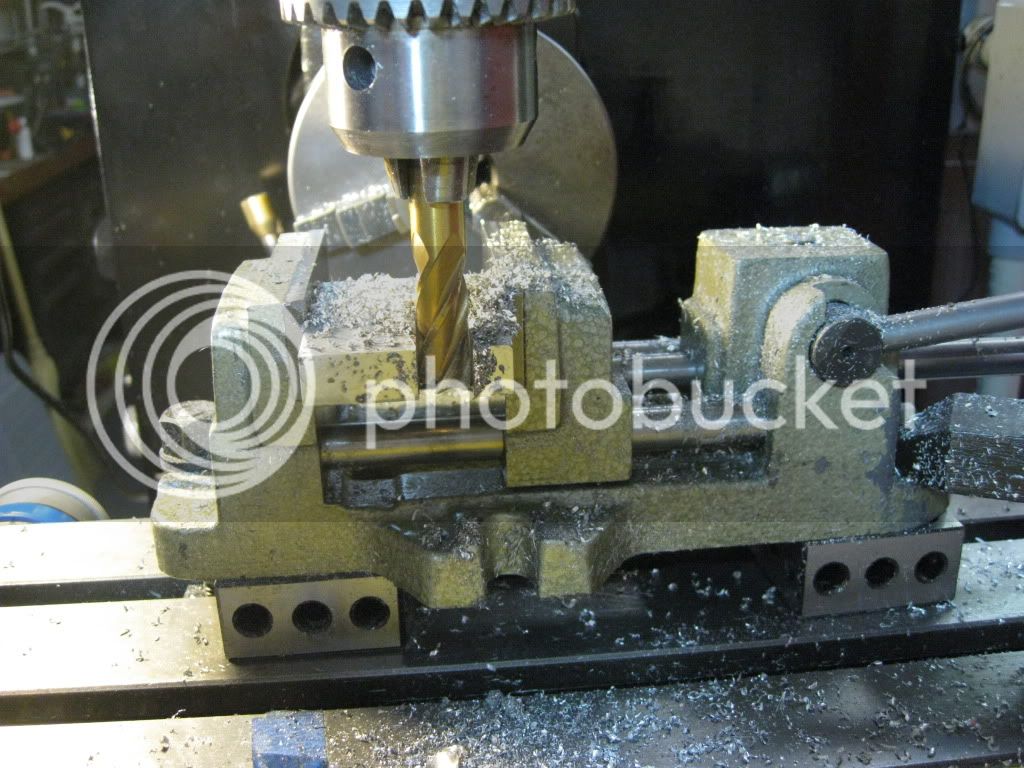
I started out by rough cutting the base, column and cylinders from some scrap aluminum, type unknownium. I learned how not to mill the column, as you can see.
I was being a bit to aggressive and the cutter quit cutting and the material would not submit. Sure makes the adrenalin kick in. Perhaps there is a better way to set this up. Time to try again.
It was much easier to cut the slot when the material is lying down. I continued by milling to the correct width after the slot was cut.
I continued and squared up and milled to size the base and 2 cylinders, which are rectangular.
You may notice that the first column I tried to mill in the vertical position is shorter than my second attempt. I was going to make the engine shorter to fit the material I had which would not require an additional cut. By trying to save time, I ended up having to do it twice.
Next I peck drilled and reamed the horizontal holes in the column for the crankshaft and pivot shaft. I used lots of oil.
I then set up my 4 jaw chuck so I could drill/ream the 0.250 the cylinder holes and turn the piston guide, which is similar to a cross-head guide. This was interesting to set up for the cut since the hole is offset and the parts cylinder cross-section is not exactly square.
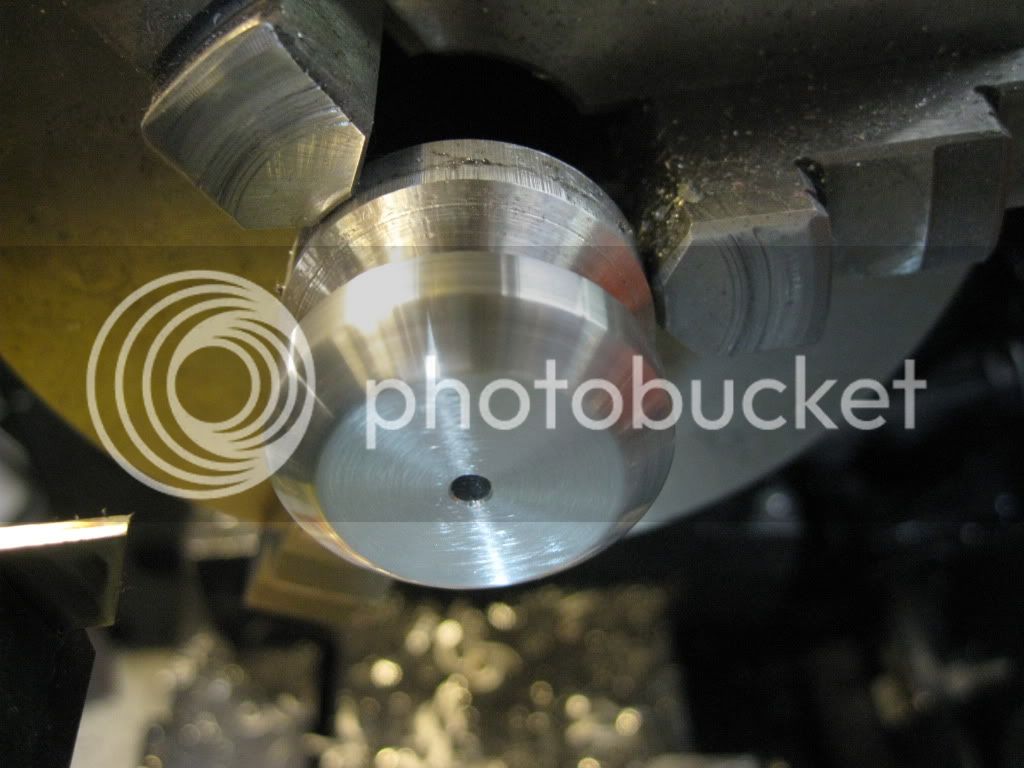
I turned the flywheel out of some 6061 I had. I did not machine the sheave per the drawing and I beveled the sides. I think that the flywheel looks better this way when it is mounted in the column. Its ready to be parted off.
 
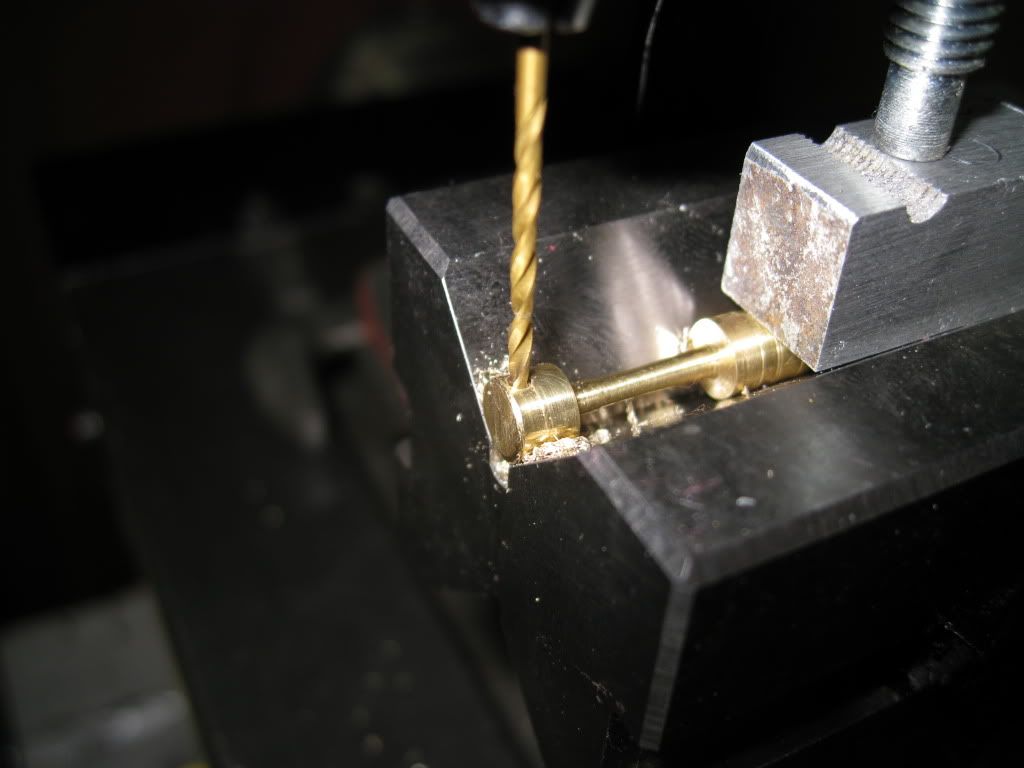
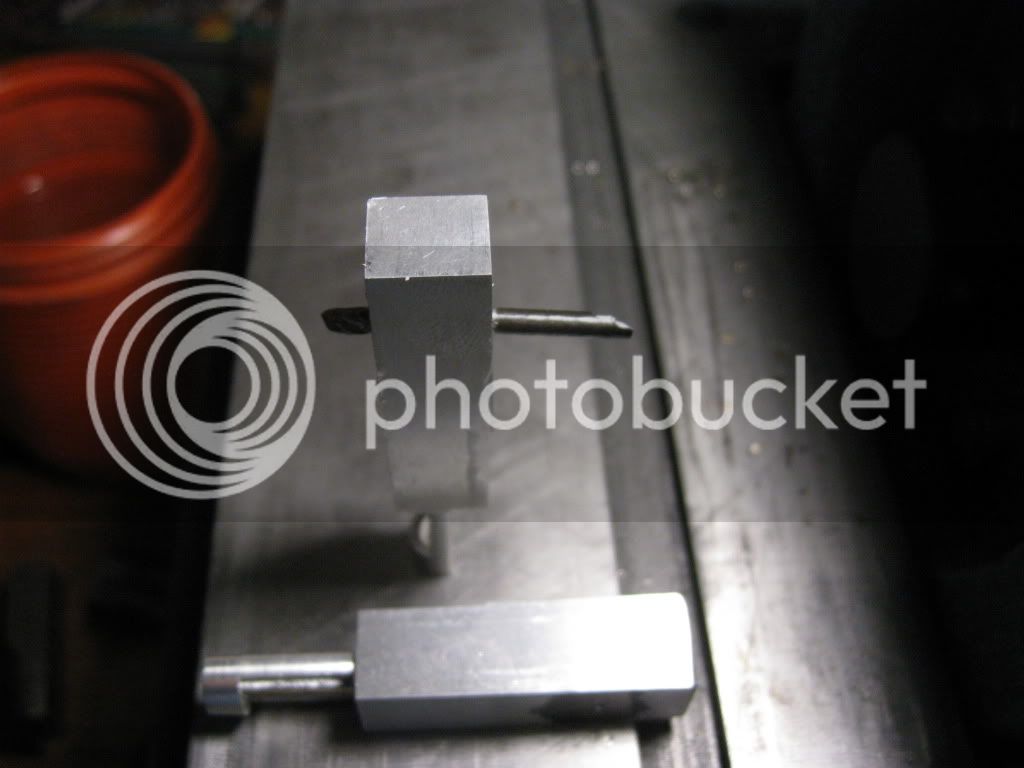
Next up is to machine the 2 pistons out of brass. I turned the pistons OD to fit the cylinder bore. Then I machine the rod portion working from the right to the left. The crank end boss was then turned to its finished OD and parted off. By turning the each portion of the piston from right to left maximized the rigidity. I found that by using the parting tool at the finished depth, I was able to take a full cut from right to left. The piston/cylinder are match marked pairs.
The crank end of the piston assembly requires a 1/16 hole to be drilled through and parallel flats milled.
 
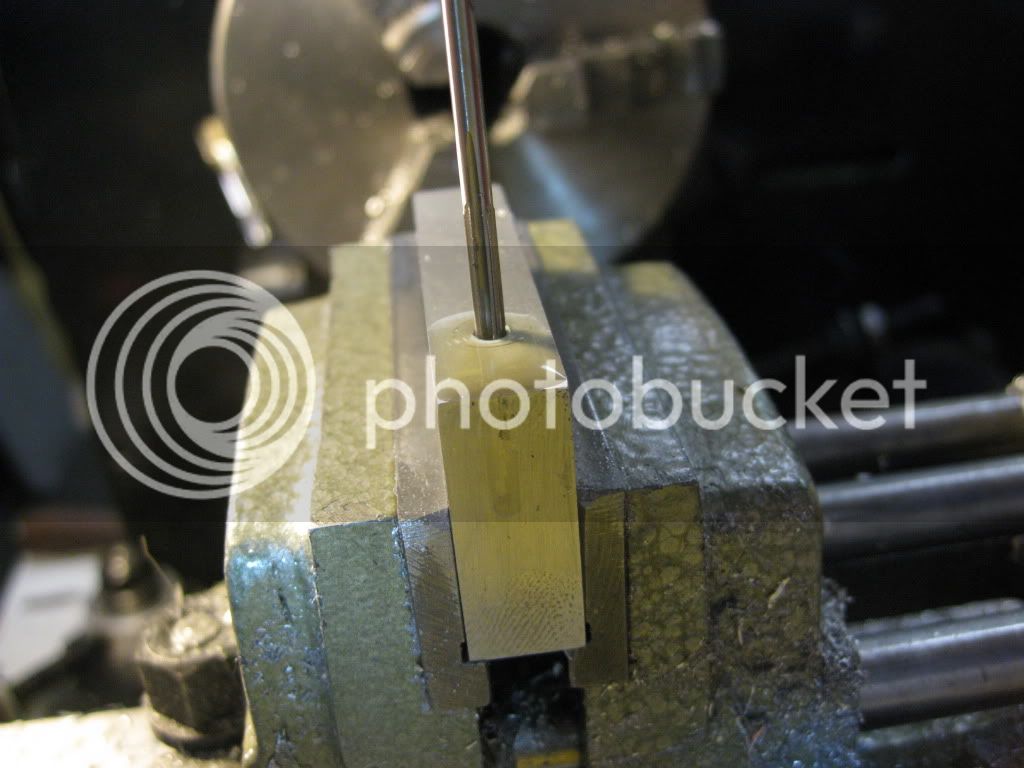
The cylinder rod guide is set up to be machined. Previous to this photo, I machined the bottom side of the guide.
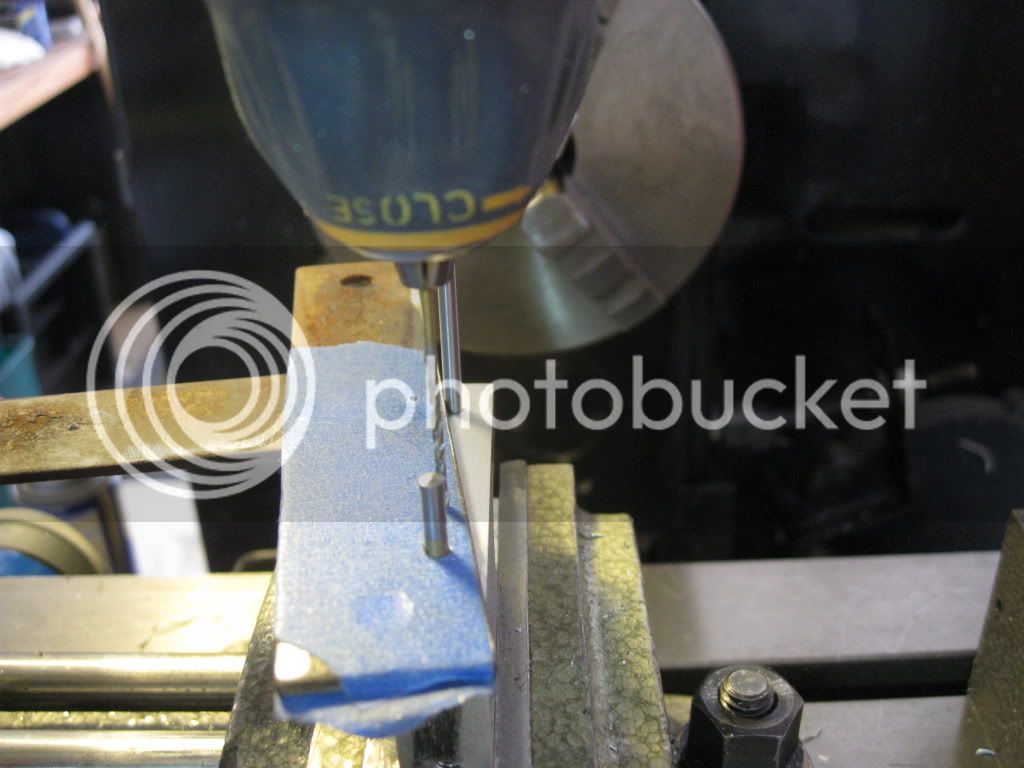
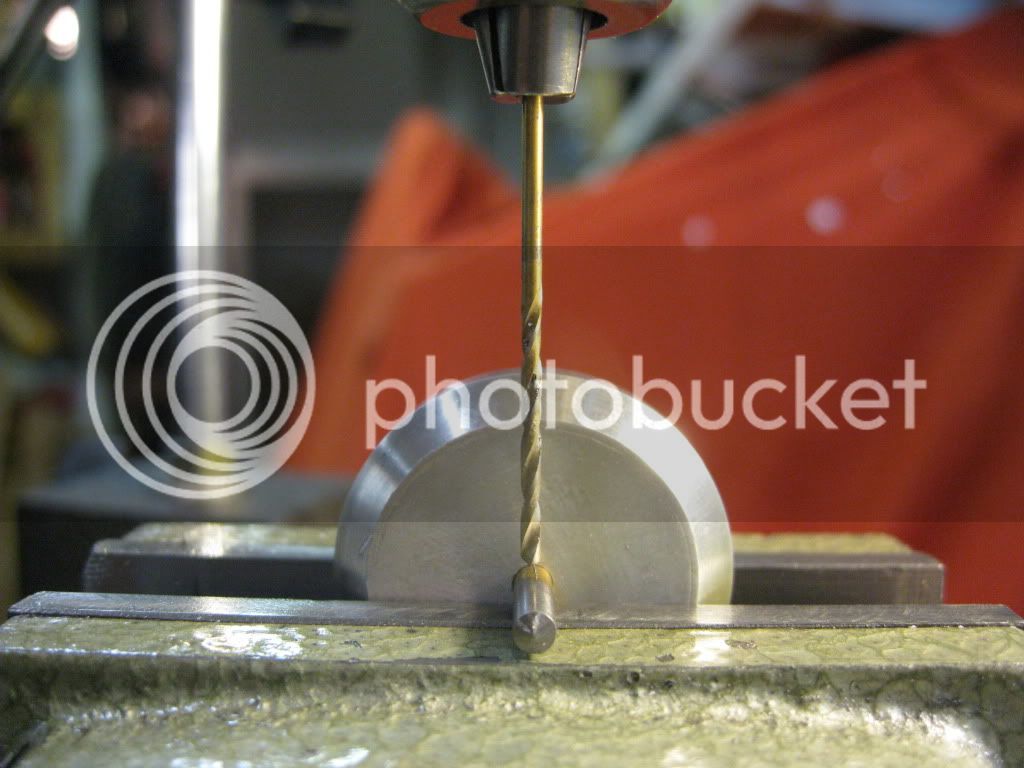
Im starting to get some time invested in the cylinders. I drilled the 1/8 holes for the cylinder pivots.
What you see is a broken drill sticking out of the left side. On the right side you see a broken punch. I got my bigger hammer out and removed the offending materials. The part was saved. It must have been divine intervention, because I was ready to recycle it.
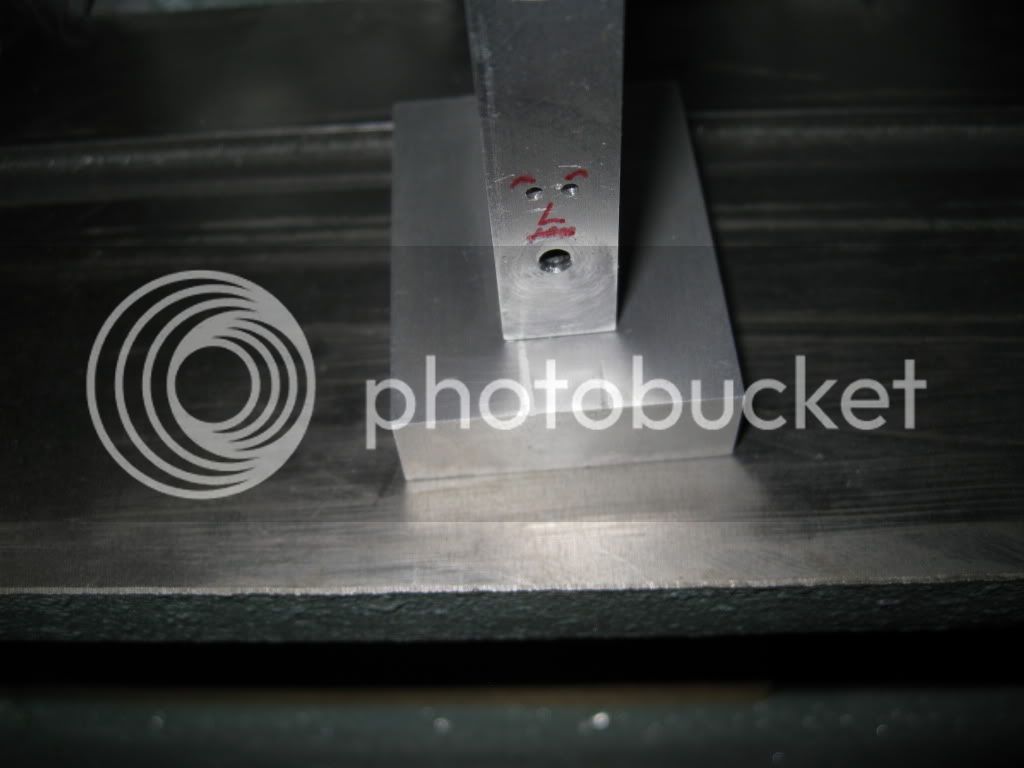
Time to drill the intake and exhaust ports on each side of the column. I made up a metal template from an old tee strap I had in my hardware box. I covered both sides of the template to protect the Aluminum from being scratched.
Using the template
When I took this picture of the column, the camera recognized the 3 lower holes as being a face. Must be pretty sophisticated software to do that.
Drilled for the flywheels set screw.
I made up the 1/8 pivot shaft and crank shaft from some mild steel rod I found at Home Depot. The plans called for 5-40 threads on the ends of the pivot shaft. I didnt have a die that size and H.D. didnt have 5-40 nuts. I threaded the pivot rod 6-32 and used jam nuts since the thread was undersized. Smaller tap and dies are on my shopping list. I need to order some various sizes of ground drill rod for shaft material. Im afraid that not using ground rod for the shafts will cost me running at slow speeds. Several 1/16 drill bits were broken during this build. I was able to use the ends for the crank pins. The pieces were loctited into the crank discs.
The engine was assembled and run in before I spent much time on surface finishes.
[ame]http://www.youtube.com/watch?v=xmdBywJy7fE[/ame]
Time to tear it down and start reducing the clear steam consuming friction.
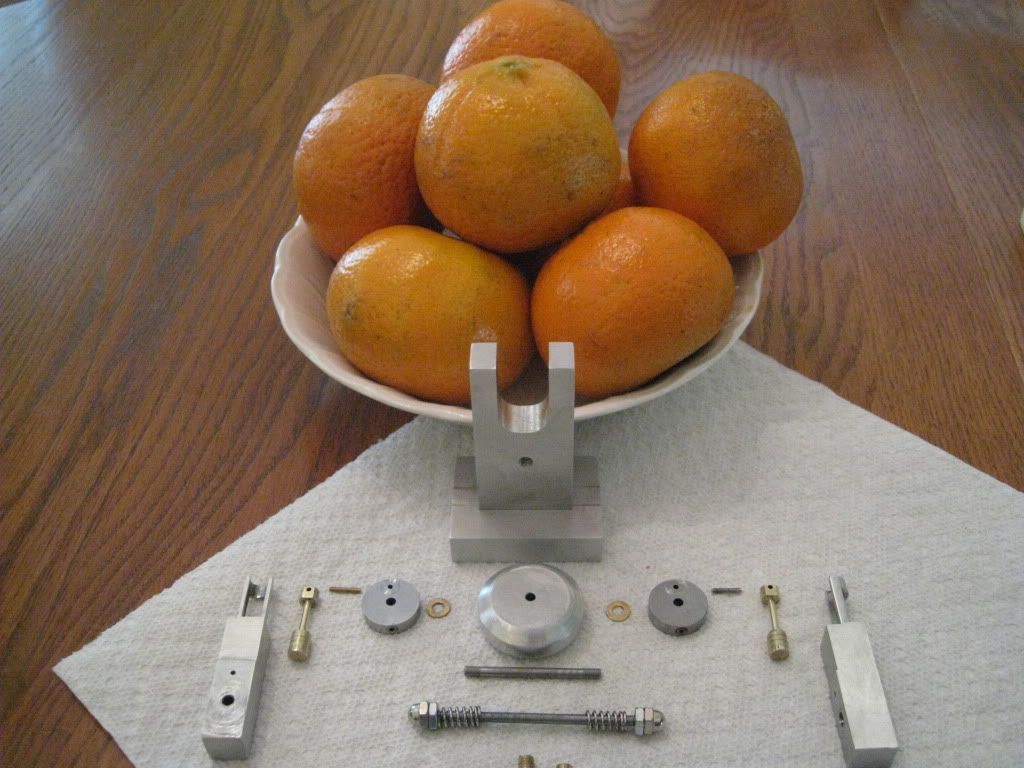
This artistic shot has been described by the Web renowned Art Critic, GWRdriver, in the following statement;
Quote from: GWRdriver on March 30, 2010, 02:27:27 PM
What a clueless lot you are . . . of COURSE this is art. It's one of a well-known series of photo-seriagraphs of fruit and metal which juxtaposes the linear industrial hardness, rigidity, and coldness of machined metal against the natural, organic, and random textures and arrangement of the paper towel, wood grain, and fruit which creates an allegory of the struggle of nature against industry. Seriagraph #12 in the series, the "Gearwheel and Grapes" image, is a masterpiece.
I used a piece of 1/8 rod to align the cylinders before machining the unnecessary material from the bottom end.
Im attempting various finishing techniques as I go along. I gave engine turning a shot.
In retrospect, I think I should have been more aggressive with the pressure and duration. Live and learn.
A little paint and polish never hurts.
When I get some 1/8 drill rod and 5-40 dies and nuts, Ill replace the pivot and crank shafts. Ill also trim the springs or find some lighter force ones in an effort to reduce the minimum speed I can achieve.
Many thanks to the Machinists that make up this forum. I learn something from every build I read.
SAM
04/02/2010
[ame]http://www.youtube.com/watch?v=4R5QREOqYp0[/ame]
4/3/10 I corrected some typos and added a link to the break in video.







")