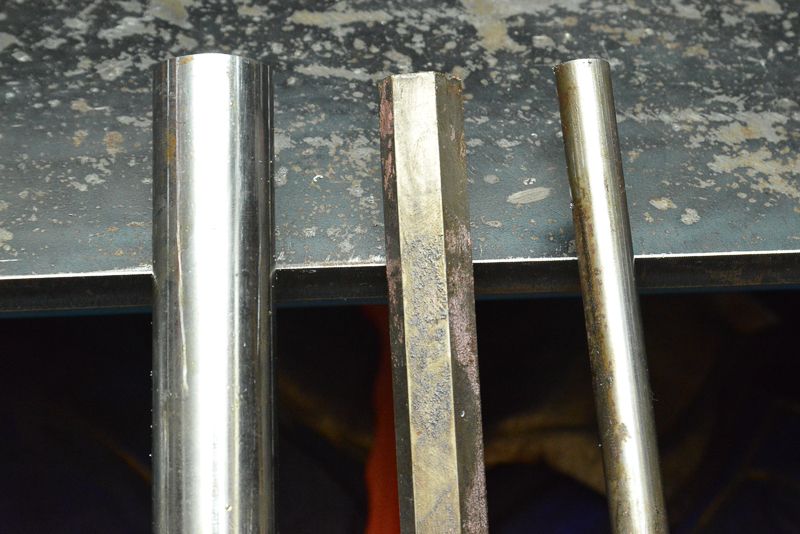
I did not bother with the hex bar in the end, I came up with a better idea
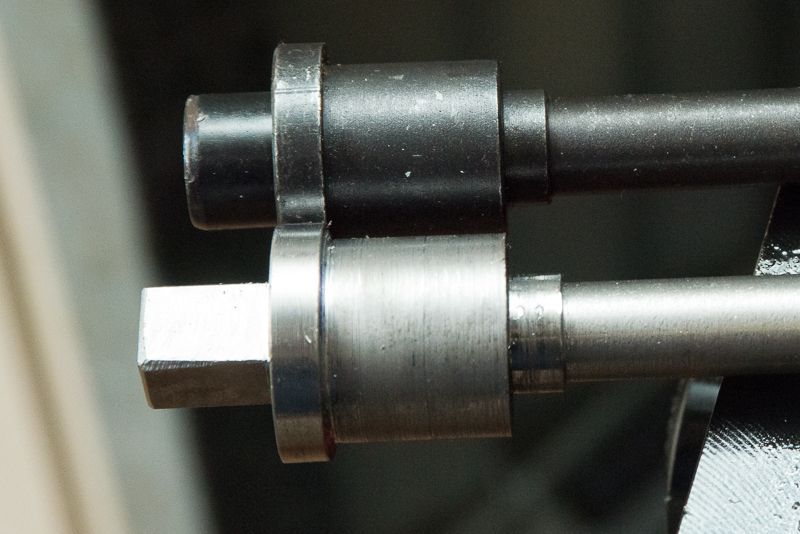
I have this nice barely used 10mm square toolpost spanner that came with the lathe which courtesy of a QCTP is surplus to requirements.
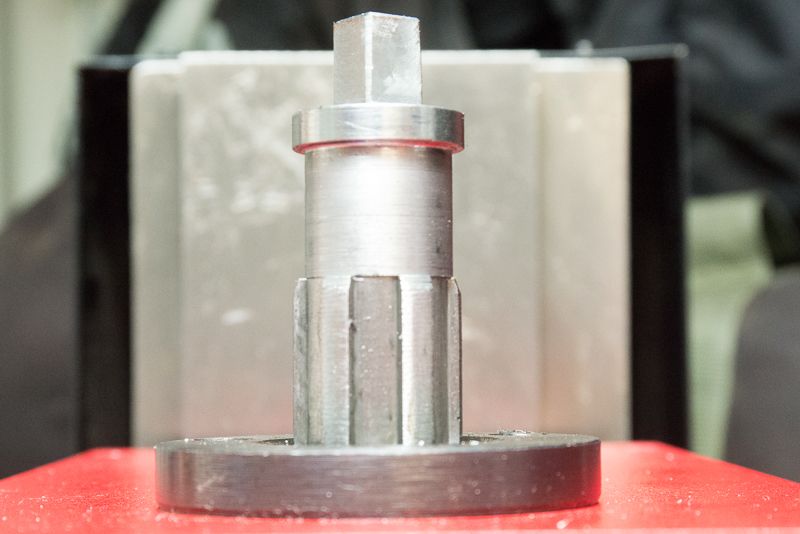
I had to bore the cap out so the spanner would fit but this is what I came up with
The milling turned out to be pretty easy. I held it in the vice horizontally and worked out how much I had to mill off each side and crept up on it checking the width of the remaining steel. Once I got to the magic number, I locked it all off and then did the other three sides in one pass, aligning the part with a set square held against the milling table. I ended up pushing the part square against the vice and gripping it on the smaller flange which ended up with a few bruises as a result, but I am the only one who will see them!
The Seig uses a high tensile 8.8 grade allen head bolt secured by a pin and I copied the original design which is more complex than it needs to be
I figured if I stuffed up milling the square head, I could use the Seig technique.
Now there is only one problem!
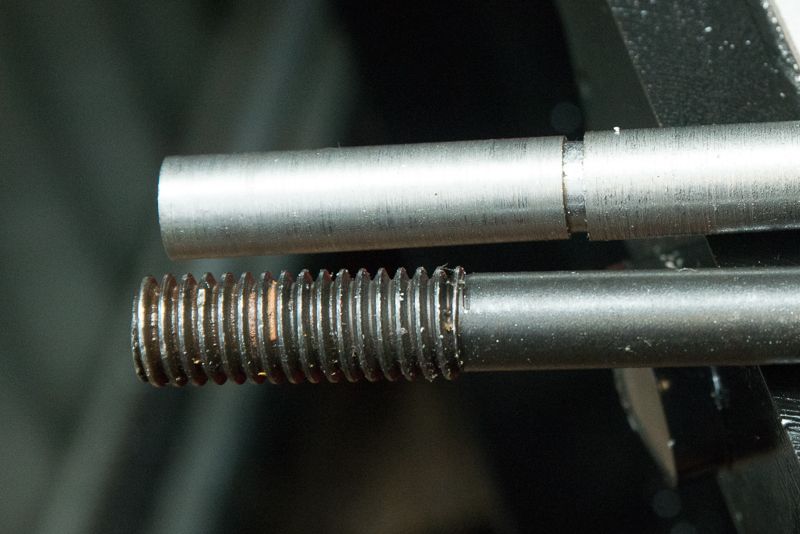
I have never cut a thread on a lathe before! I went down to Hare and Forbes to buy a threading kit and had a few practice goes before I tackled this job and had no luck at all. I might get a chance tomorrow to have another go after a bit more research.
I had trouble with the chasing dial which I did not think was working but it seems to be now. I did quick bit of research and realise now I should have been using the reverse switch rather than the gearbox so I might give it another go on some scrap tomorrow before having a go for real on a part with quite a few hours invested in it.
The last time I made a M12 drawbar, I tried to use a die to cut the thread but I ended bending the drawbar a tad so I want to use the lathe for this thread.
Any metric threading tips are welcomed (my lathe has a metric lead screw)!





")