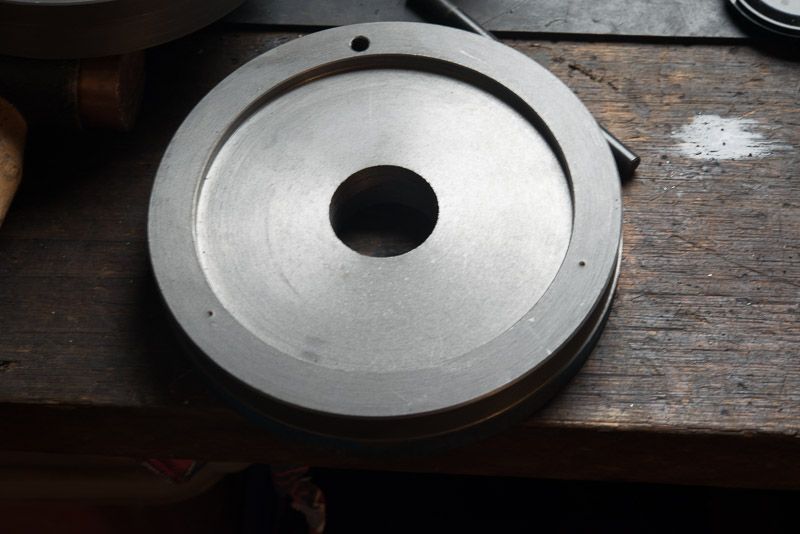
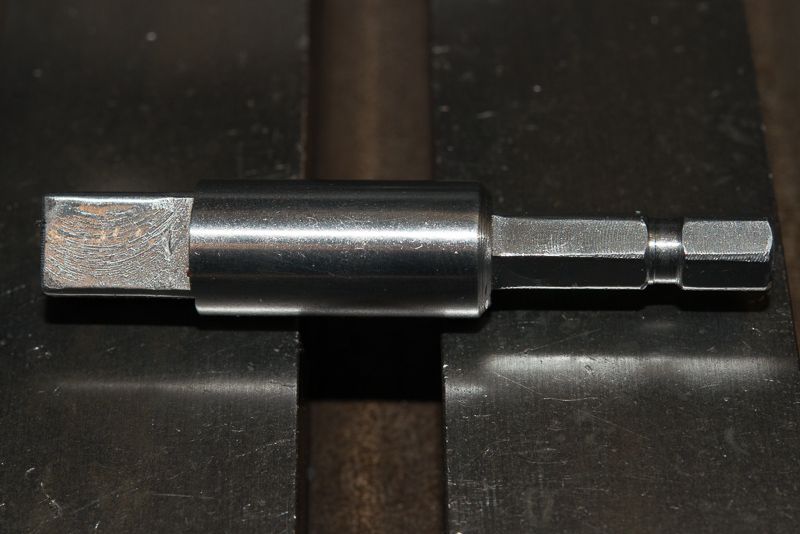
Well, I got my chuck fitted up late this evening. Following on from my cr@ppy phone photo, this is what I came up with for my master pattern.
This is now my master for any other chucks I fit to this lathe. I am so glad I took the time to make this as it made everything so easy! None of the heart in mouth stuff wondering if it will fit as planned when you take it off your spindle!
The next chuck I fit will just be so easy now I have made this up.
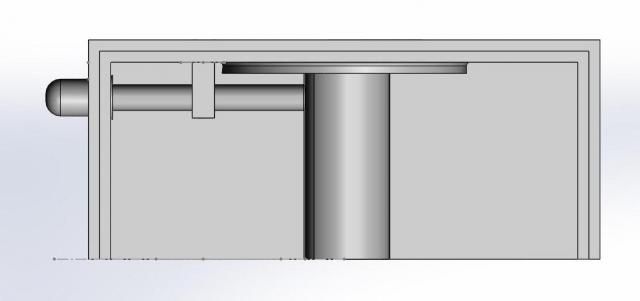
This is an exact copy of the lathe spindle mounting flange (but a bit thicker). As stated yesterday, I held this in my 4 jaw chuck an fitted this up snug to the back of the 3 jaw chuck, turned it over and faced the back side and tided it up. While it was in the chuck, I decided to drill the centre as I would ever get another chance and for some reason, I decided to drill and tap the hole so I could use a transfer screw at either side if I ever needed to mark a hole in another piece and I could still use that as a precise reference of the centre.
The next step was to install some transfer screws in the back of the 3 jaw
and fit this template up to it. One quick bash with a hammer and I had 3 nice centre punch marks. Then it was over to the mill and I drilled the three holes starting with a 3mm pilot hole that lets me see the drill flex and bend as I line it up in the centre punch divot.
So with the template done, I chucked up another piece of cast iron in my 4 jaw and machined a recess that was an exact match to the template boss. Once I was happy with the fit, I left it in the 4 jaw chuck (heavy as) and unmounted the chuck, so I could check fit on the spindle boss. I figured if it was not right, I could just bolt the chuck back on again. I nednt have bothered, It was a beautiful fit!.
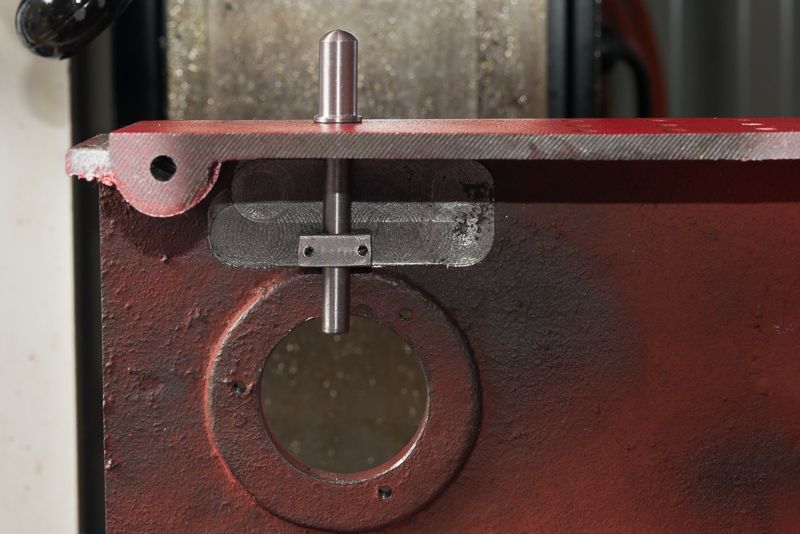
Now over to the bench and I fitted up my template and grabbed a transfer punch (not a screw this time).
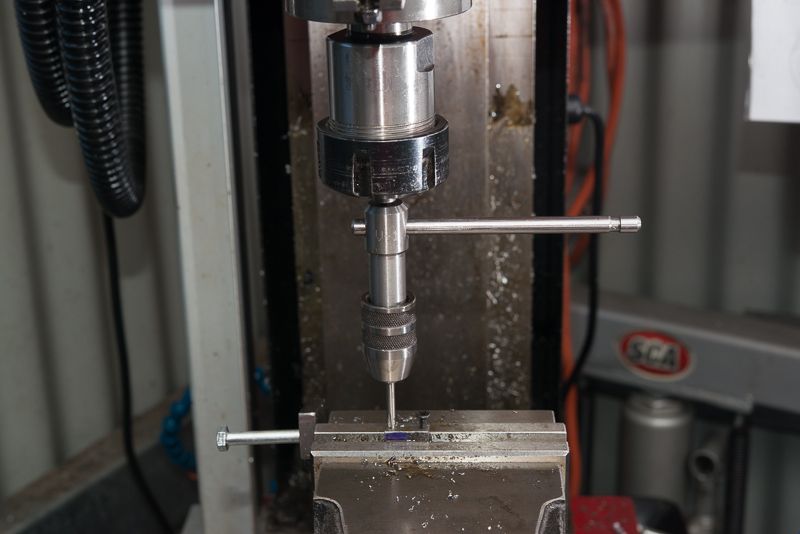
I punched drilled and tapped one hole and with the two pieces held together so nothing could move as shown above, I punched the other two hole positions.
Back over to the mill to drill and tap the other two holes
Finally starting to make progress! One piece of cast iron bolted up to the spindle!
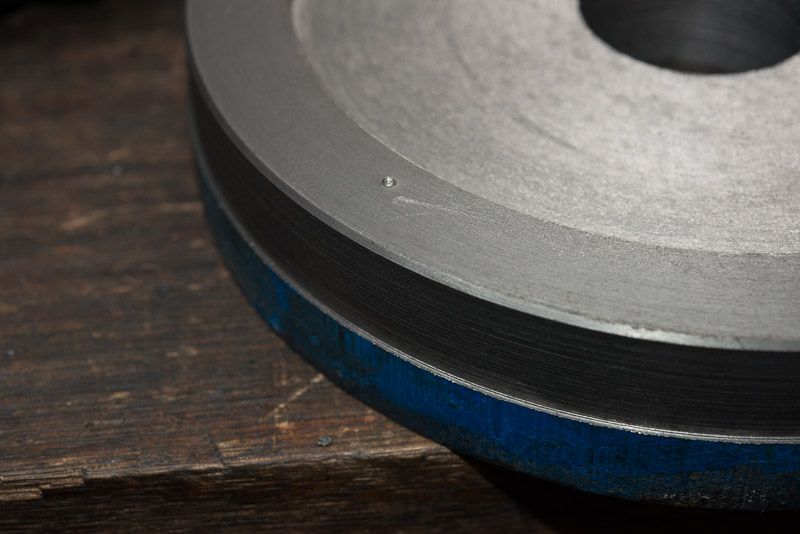
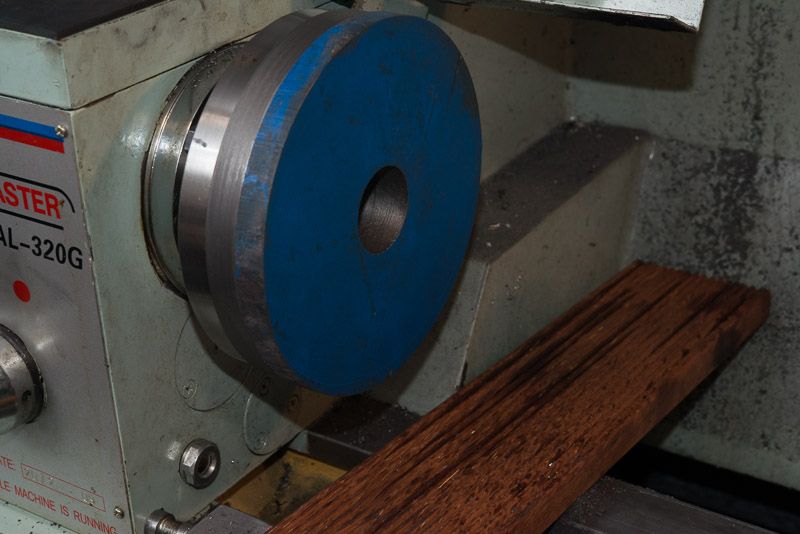
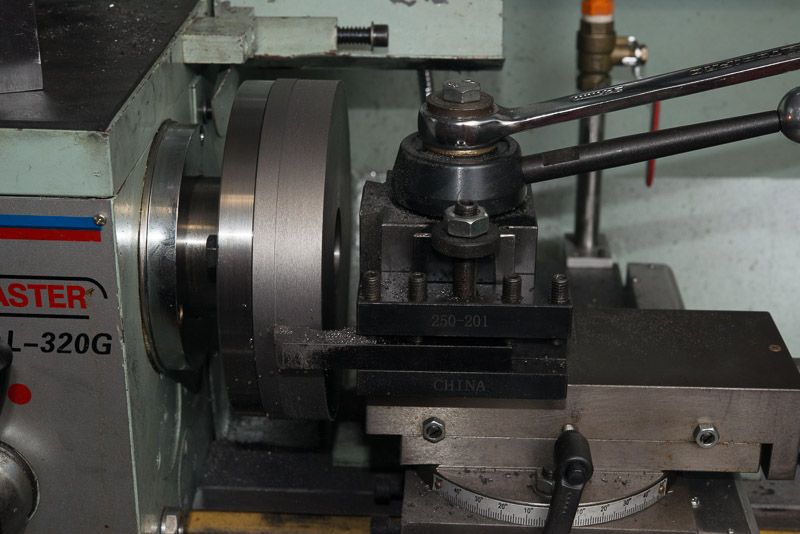
In the earlier setup, the piece was held in the 4 jaw chuck so I could not machine the outside diameter. The blue paint is how the material came from the supplier.
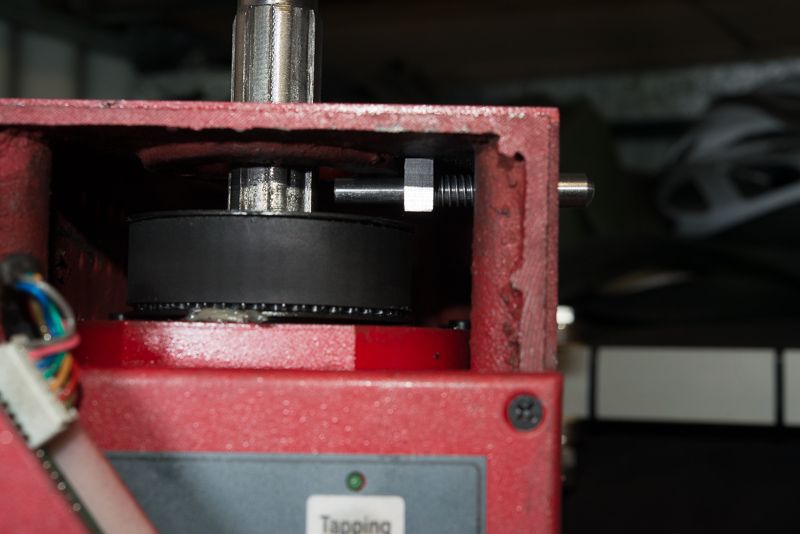
This pic also shows one of the mounting bolts that goes through the spindle flange and screws into the backing plate I made.
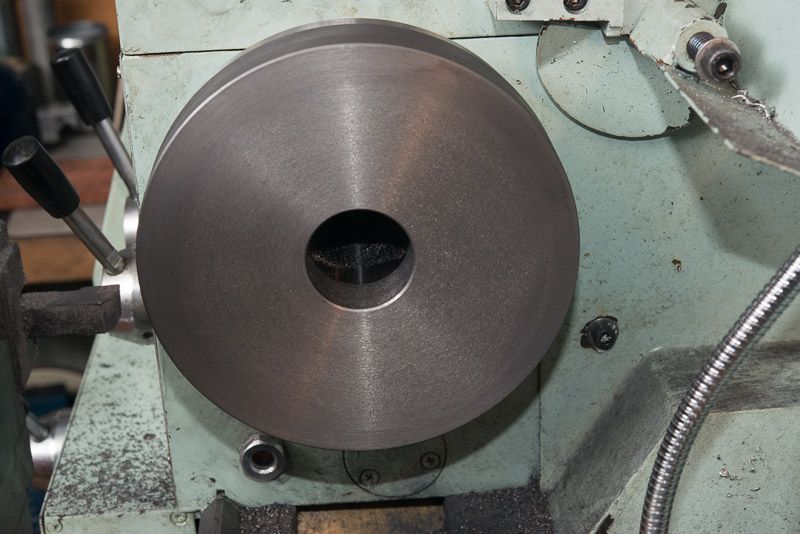
So from here, the next step was easy. Face it off and tidy it up. I skimmed the hole in the centre again so it was machined in its final position.
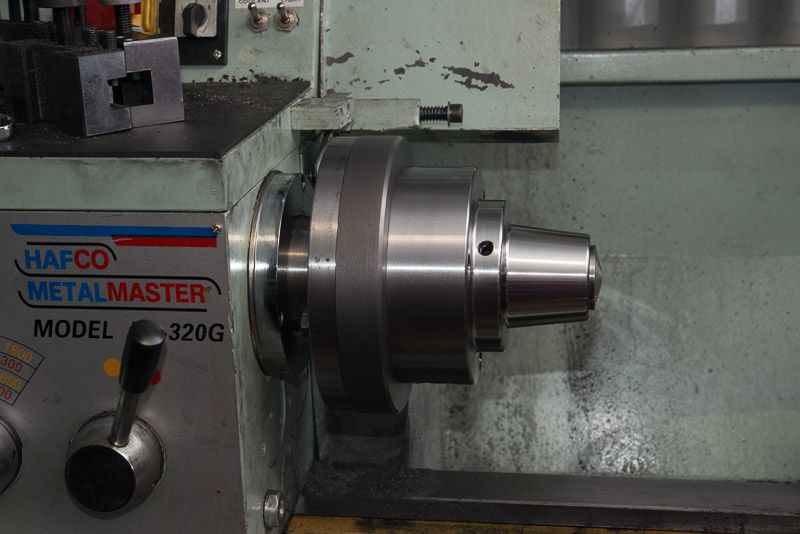
Then machine a tight fitting 95mm boss to fit the back of the spindle chuck.
Fit the transfer screws to the back of the collet chuck to mark the holes
And head over to the mill again, repeating the previous process to drill and tap the threaded mounting holes on the front of the backing plate.
And bolt it up!
Look how dirty my lathe got with all this cast iron!
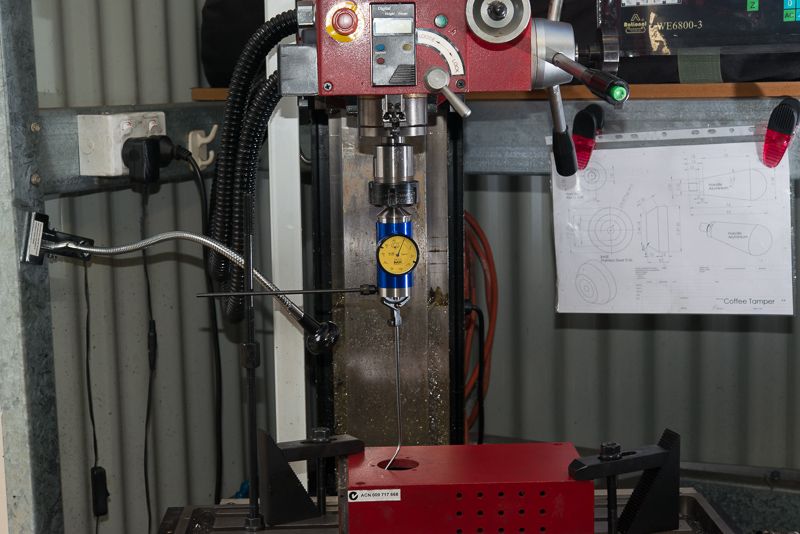
I had run out of time by now and a quick check of the runout (0.10mm or 0.004" TIR) was a bit disappointing. I thought I could see a slight gap at the back of the collet chuck so I went inside and found a drawing of the chuck on the Little Machine Shop web site. Sure enough, the drawing showed the recess was 4mm deep. I had measured it at 5mm and set the height of my boss to be 4.8mm so I think a quick adjustment in the morning will fix it. There is zero runout on the backing plate I machined and the registers on the back and front of the backing plate are perfect so there is no reason for this chuck not to be concentric due to anything I have done! Wish me luck tomorrow!