




student_Machinist
Feist92
- Joined
- Jan 19, 2008
- Messages
- 86
- Reaction score
- 4
Hi guys
I started a poppin engine quite few months a go but got discouraged when thing didnt quite go my way (quite a common thing for me to do unfortunately, now i have plenty of half finished projects :") )
)
But i figured it was about time that i got started on it again and tried to fix the problem.
This is where im at at the moment

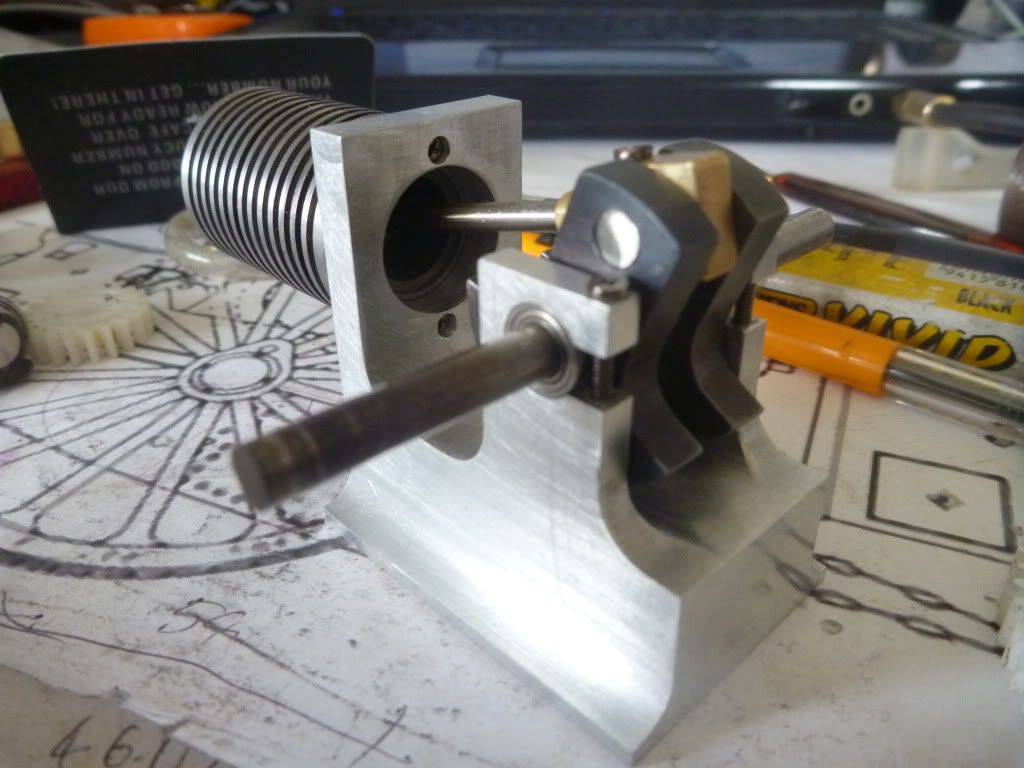
I need some suggestions with the piston and cylinder as no matter what i do it alway gets stuck.
When i clean it out with rubbing alcohol it has a really good almost frictionless airtight fit, but over night the piston gets stuck. i figure this was probably the piston/cylinder rusting so i then put some light oil in the cylinder and turned it over which freed it up. consequently after turning it over for a while the piston gets really stiff.
I dont seem to be able to win either way ???
any suggestions?
I started a poppin engine quite few months a go but got discouraged when thing didnt quite go my way (quite a common thing for me to do unfortunately, now i have plenty of half finished projects :
)But i figured it was about time that i got started on it again and tried to fix the problem.
This is where im at at the moment
I need some suggestions with the piston and cylinder as no matter what i do it alway gets stuck.
When i clean it out with rubbing alcohol it has a really good almost frictionless airtight fit, but over night the piston gets stuck. i figure this was probably the piston/cylinder rusting so i then put some light oil in the cylinder and turned it over which freed it up. consequently after turning it over for a while the piston gets really stiff.
I dont seem to be able to win either way ???
any suggestions?
