Dear All
I am only a beginner at making engines. I have successfully made a sterling engine and a wobbler noted here
http://www.homemodelenginemachinist.com/index.php?topic=11053.msg120953#msg120953
For my 3rd attempt I am making a PME 3A mill engine from a casting kit that I bought at the same time as the wobbler.
I haven't tried to take pics as I'm going before but will give it a try.
The kit comes nicely packaged with all the needed parts including screws etc. It is in imperial measurements that I find confusing but I can easily convert them. All of my taps etc are metric so I will just adapt most of them. The exception is that most of the screws in the kit are 5-40 so I bought a tap to match.
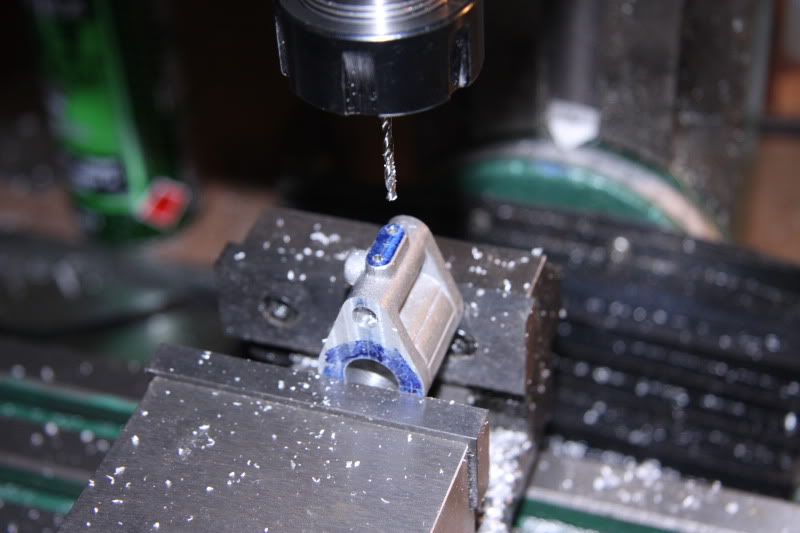
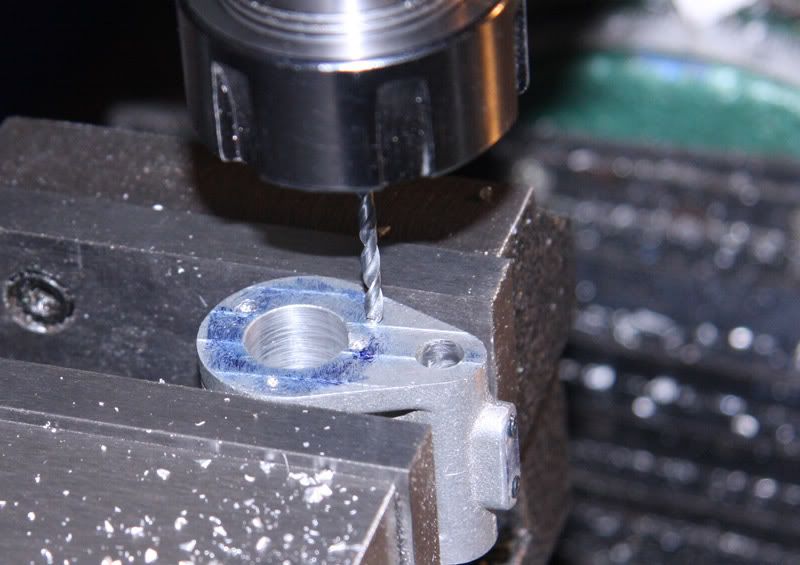
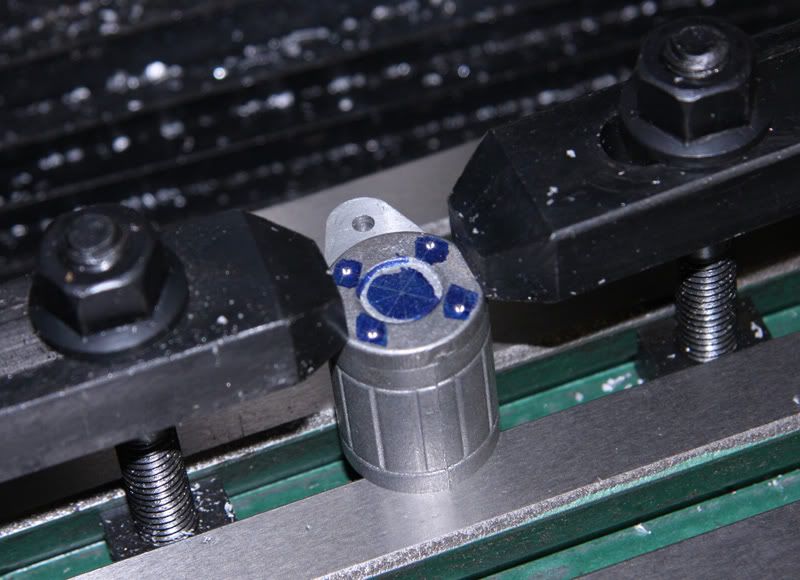
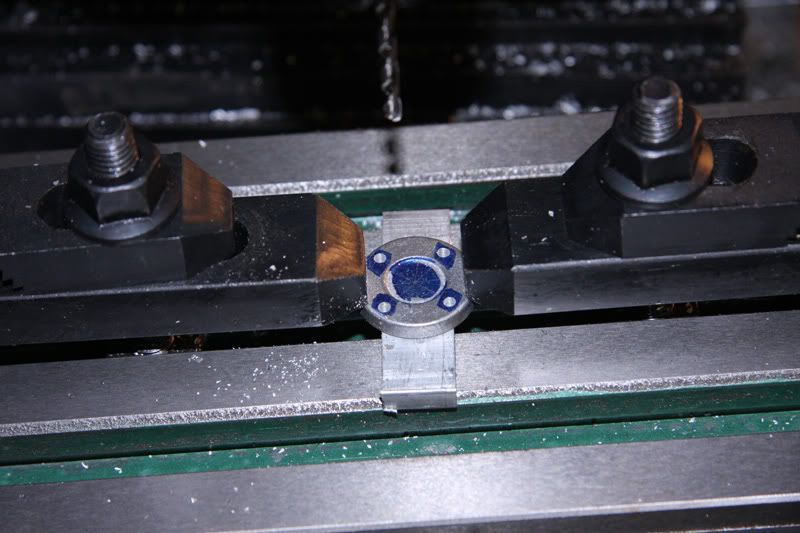
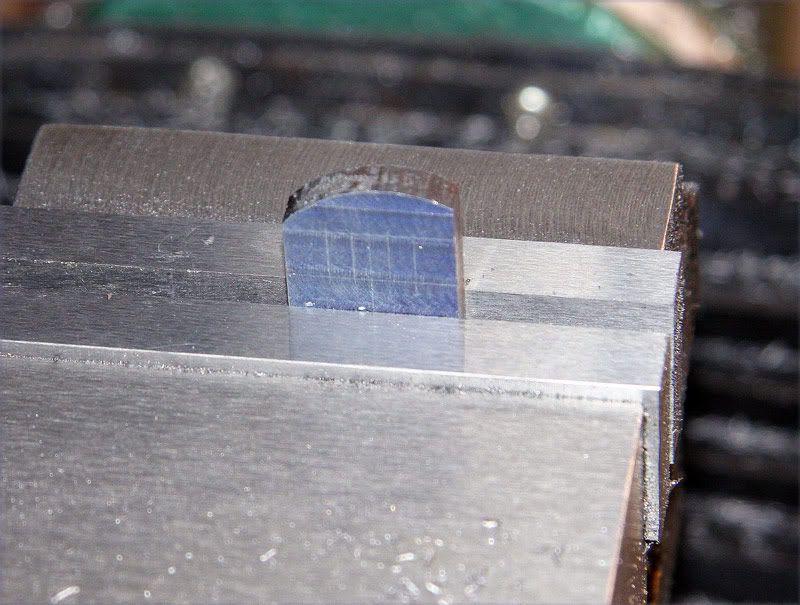
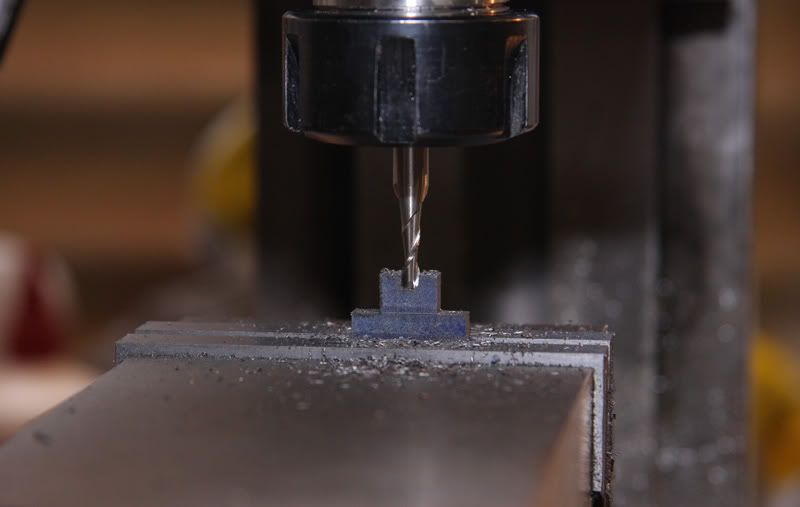
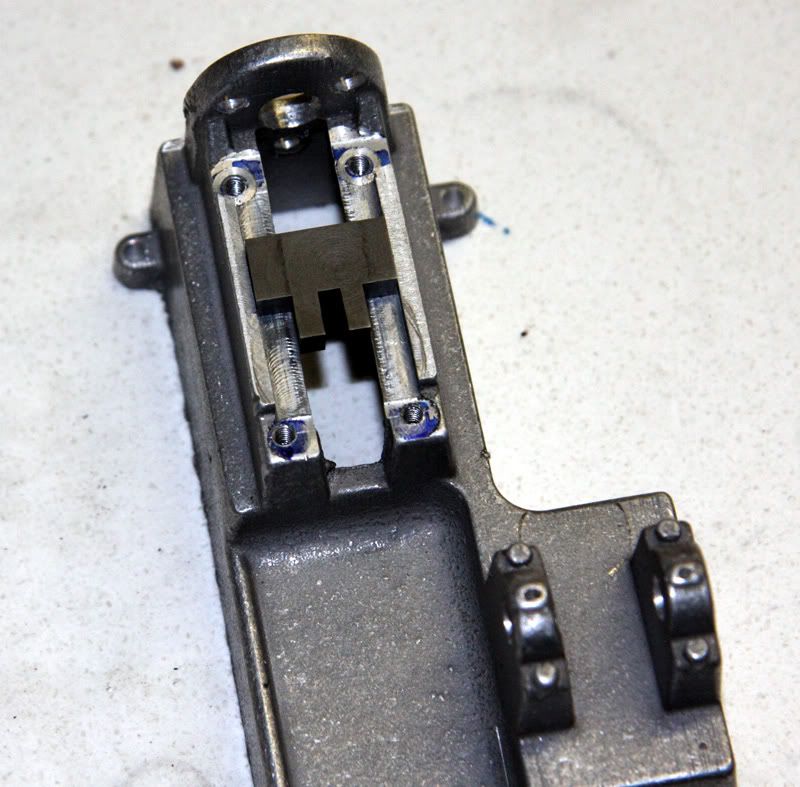
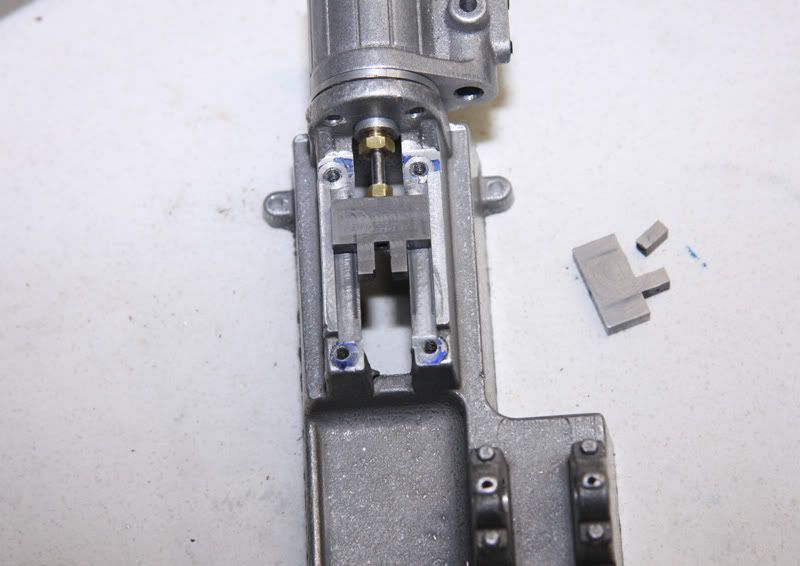
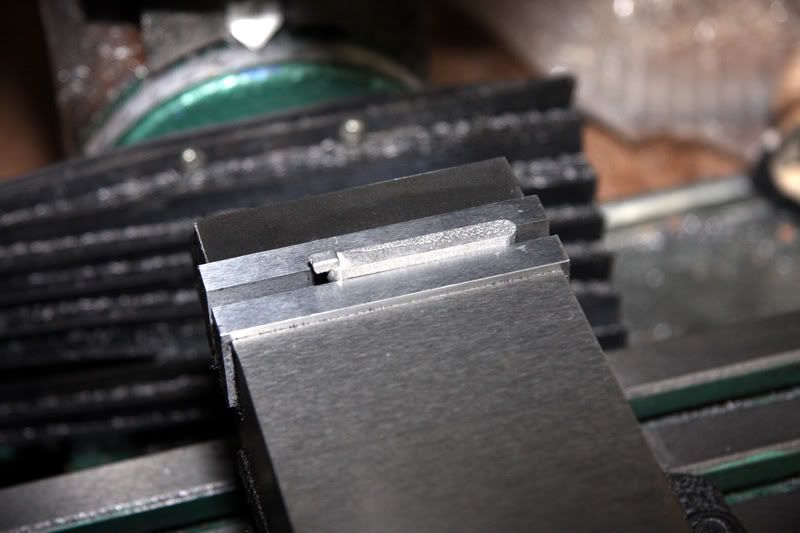
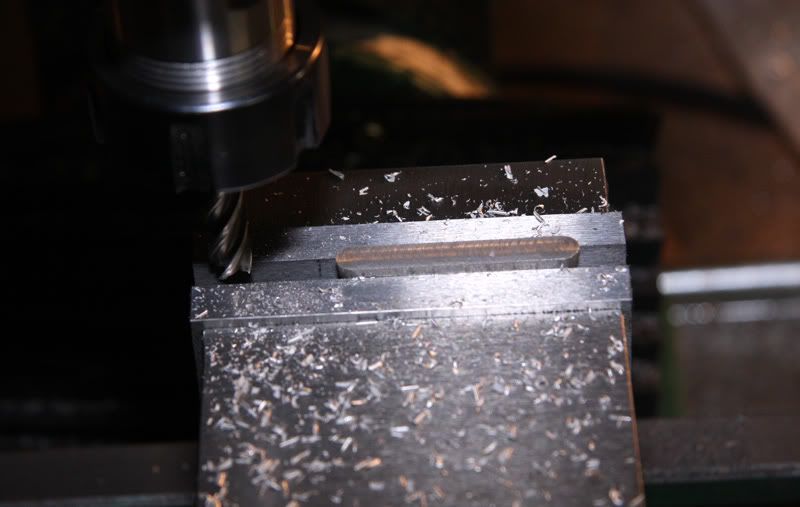
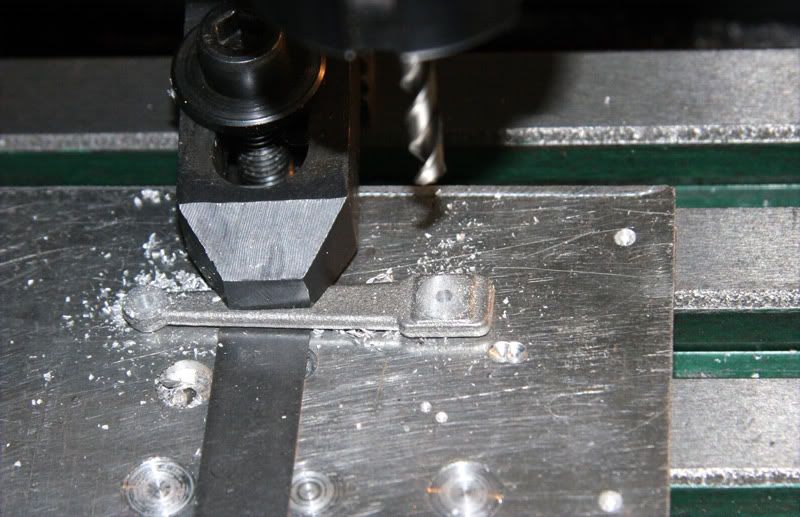
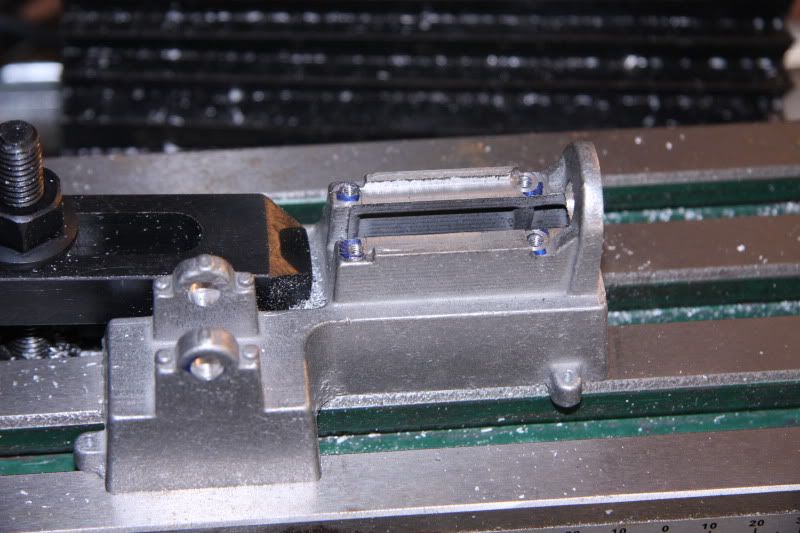
I started by mounting the base casting on my little mill and evened the base. I then turned it over and milled the crosshead to height and drilled the 4 holes.
I am only a beginner at making engines. I have successfully made a sterling engine and a wobbler noted here
http://www.homemodelenginemachinist.com/index.php?topic=11053.msg120953#msg120953
For my 3rd attempt I am making a PME 3A mill engine from a casting kit that I bought at the same time as the wobbler.
I haven't tried to take pics as I'm going before but will give it a try.
The kit comes nicely packaged with all the needed parts including screws etc. It is in imperial measurements that I find confusing but I can easily convert them. All of my taps etc are metric so I will just adapt most of them. The exception is that most of the screws in the kit are 5-40 so I bought a tap to match.
I started by mounting the base casting on my little mill and evened the base. I then turned it over and milled the crosshead to height and drilled the 4 holes.