- Joined
- Mar 13, 2012
- Messages
- 583
- Reaction score
- 62
A build log for a PM Research No.1 engine.
Hi all, I thought I would start a thread to share my build of a PMR #1BI from a casting kit. I am actually about 10 hours into this build so it will take me a few posts to catch up.
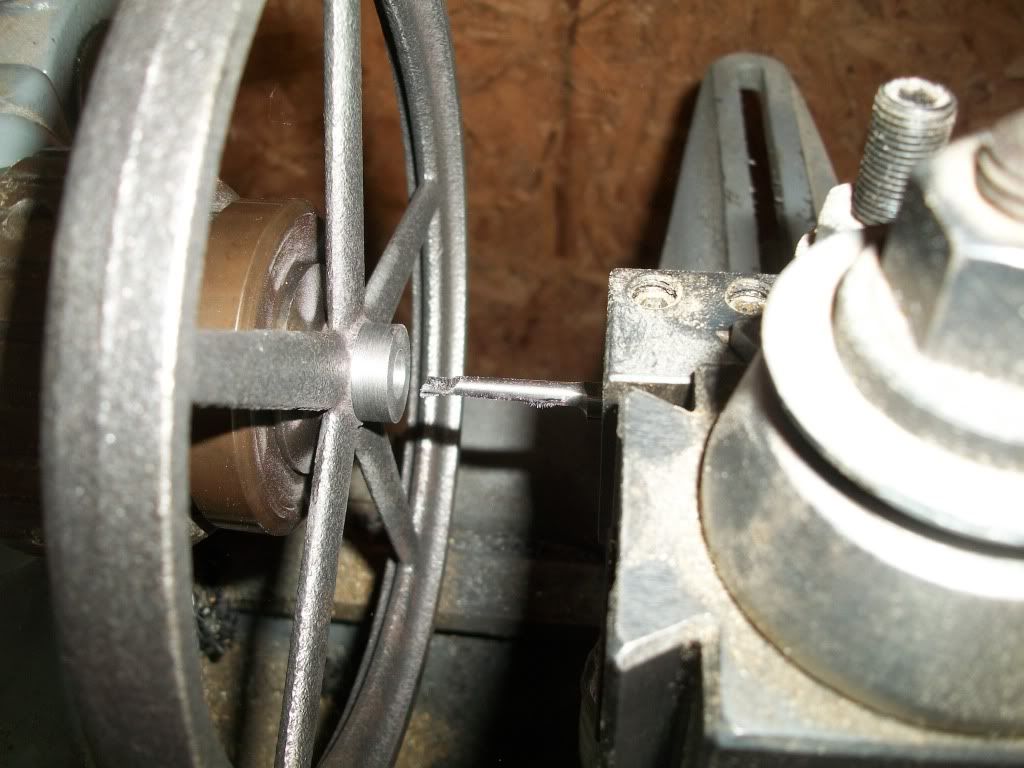
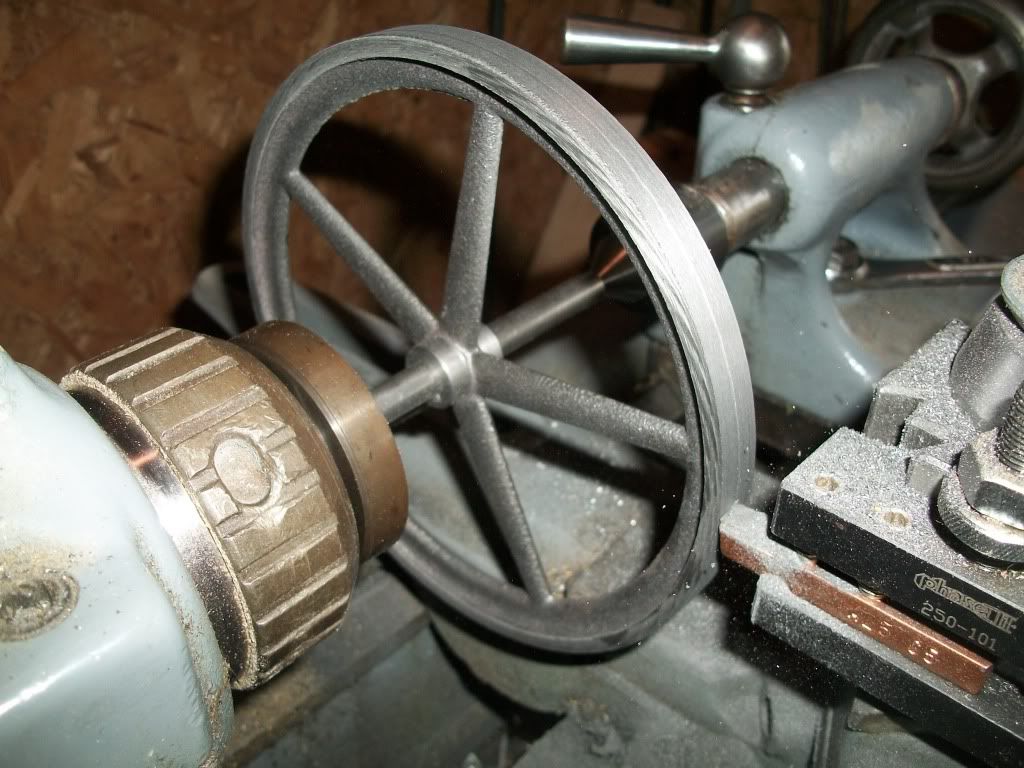
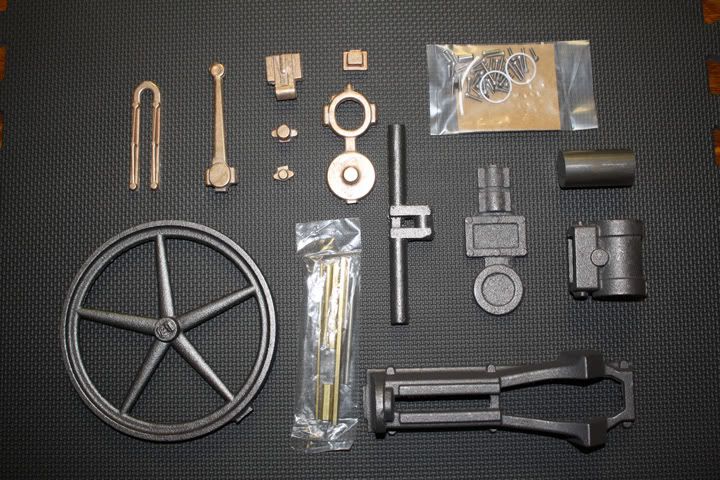
First, here is a shot of all the castings that come with the kit. I have only built one engine from castings before, so I am not a expert at quality, but for the most part these seem pretty good. For reference, the flywheel will finish out at over 6", and the bore will be 1".
Hi all, I thought I would start a thread to share my build of a PMR #1BI from a casting kit. I am actually about 10 hours into this build so it will take me a few posts to catch up.
First, here is a shot of all the castings that come with the kit. I have only built one engine from castings before, so I am not a expert at quality, but for the most part these seem pretty good. For reference, the flywheel will finish out at over 6", and the bore will be 1".
Last edited: