C
chiliviking
Guest
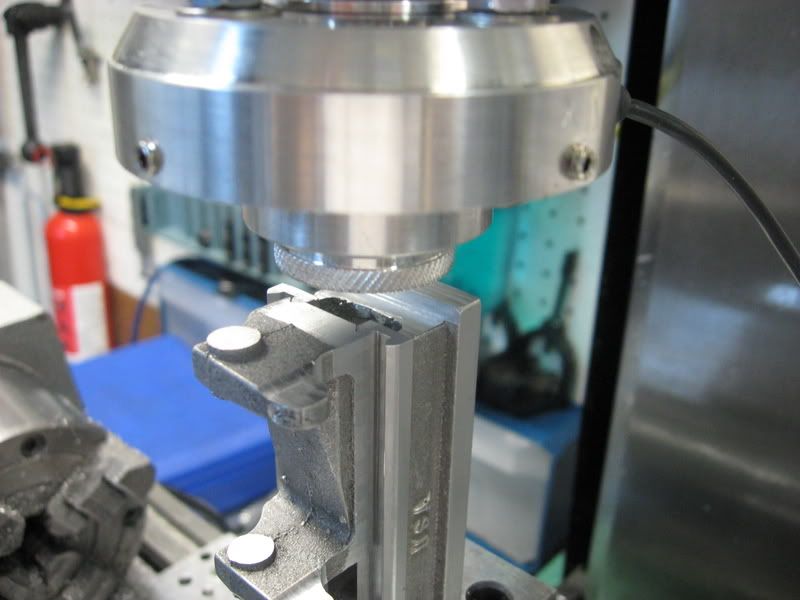
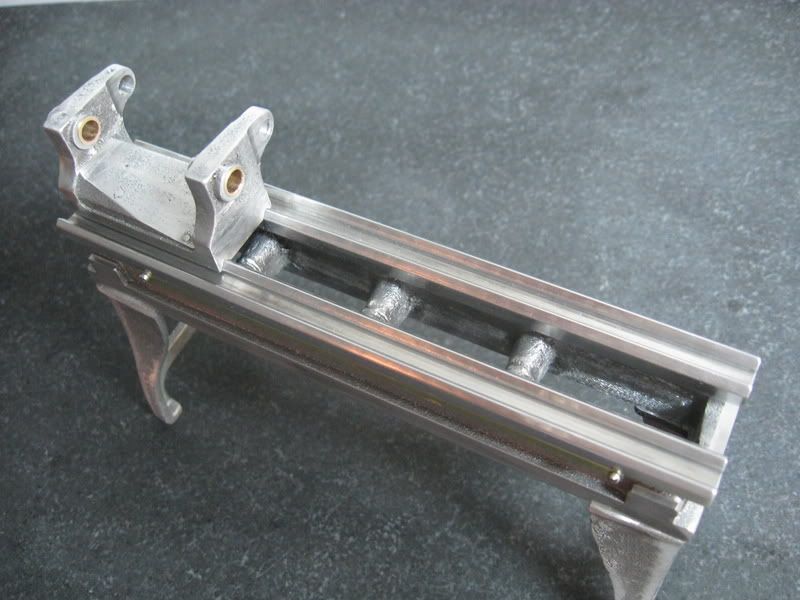
Got back to working on my lathe project last week and have made some signifigant progress. Laid awake several nights thinking about the process to machine the ways as I thought this would probably be one of the difficult steps. Once the process was laid out in my head and great care was taken to get the lathe bed square on the jig it went quite well and the setup took much longer than the milling process. I was quite pleased with the result.

I also have most of the gear assy. on the headstock completed and that was pretty straight forward however the spacing between the gears needs to be carefully done to get the gears to mesh correctly.
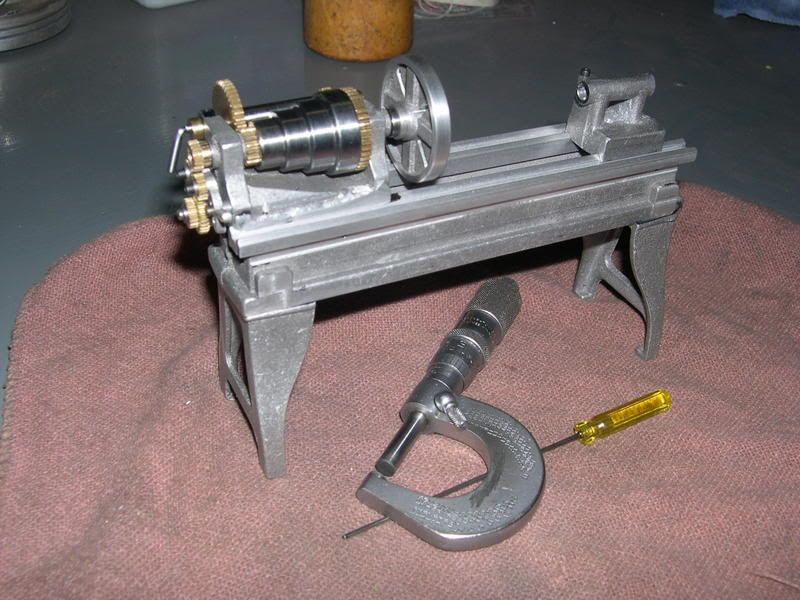
I have begun work on the tailstock and to insure the ram was in the same plane as the headstock I machined the bore for the spindle with the tailstock clamped on the ways of the bed.

I have found that the castings in this kit are a little marginal in dimensions and the bore as it exited at the rear of the tailstock was a little thin. (Blame it on the casting). The real truth is that I must have not gotten the casting perfectly lined up when I machined the V cuts in the bottom of the casting. I have built up the casting with a little J-B Weld over the thin spot and all will be fine.
This is a great project and I am learning a lot as I go on with it.
I also have most of the gear assy. on the headstock completed and that was pretty straight forward however the spacing between the gears needs to be carefully done to get the gears to mesh correctly.
I have begun work on the tailstock and to insure the ram was in the same plane as the headstock I machined the bore for the spindle with the tailstock clamped on the ways of the bed.
I have found that the castings in this kit are a little marginal in dimensions and the bore as it exited at the rear of the tailstock was a little thin. (Blame it on the casting). The real truth is that I must have not gotten the casting perfectly lined up when I machined the V cuts in the bottom of the casting. I have built up the casting with a little J-B Weld over the thin spot and all will be fine.
This is a great project and I am learning a lot as I go on with it.