- Joined
- Jan 4, 2011
- Messages
- 1,332
- Reaction score
- 343
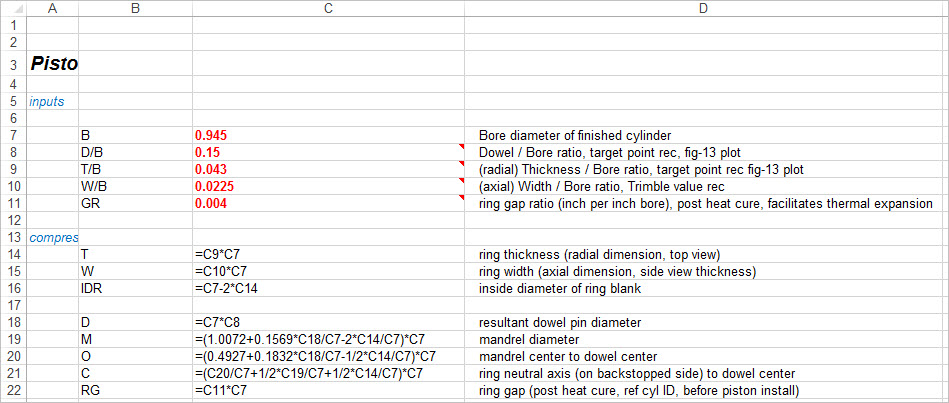
I am sure that some of you have a better understanding of the math involved in making rings using the Trimble method so I have some questions. The pin diameter is determined by .150 x Bore. This obviously gives some pretty strange numbers which may or may not be close to a standard rod size and trying to turn a rod to something like .1125 diameter is pretty difficult. In that instance that is pretty close to .125 which probably is close enough for a gap while heat treating. However that change will probably also change the mandrel diameter and perhaps the offset. Trimble has some pretty specific formulas for determining these sizes but I am not sure where the rather strange numbers come from. I am sure that it relates to the inside circumference and ring thickness but I am not following the math here. Can someone who is a better mathematician than I am enlighten me or is pin diameter something which must remain per formula?
Gordon
Gordon