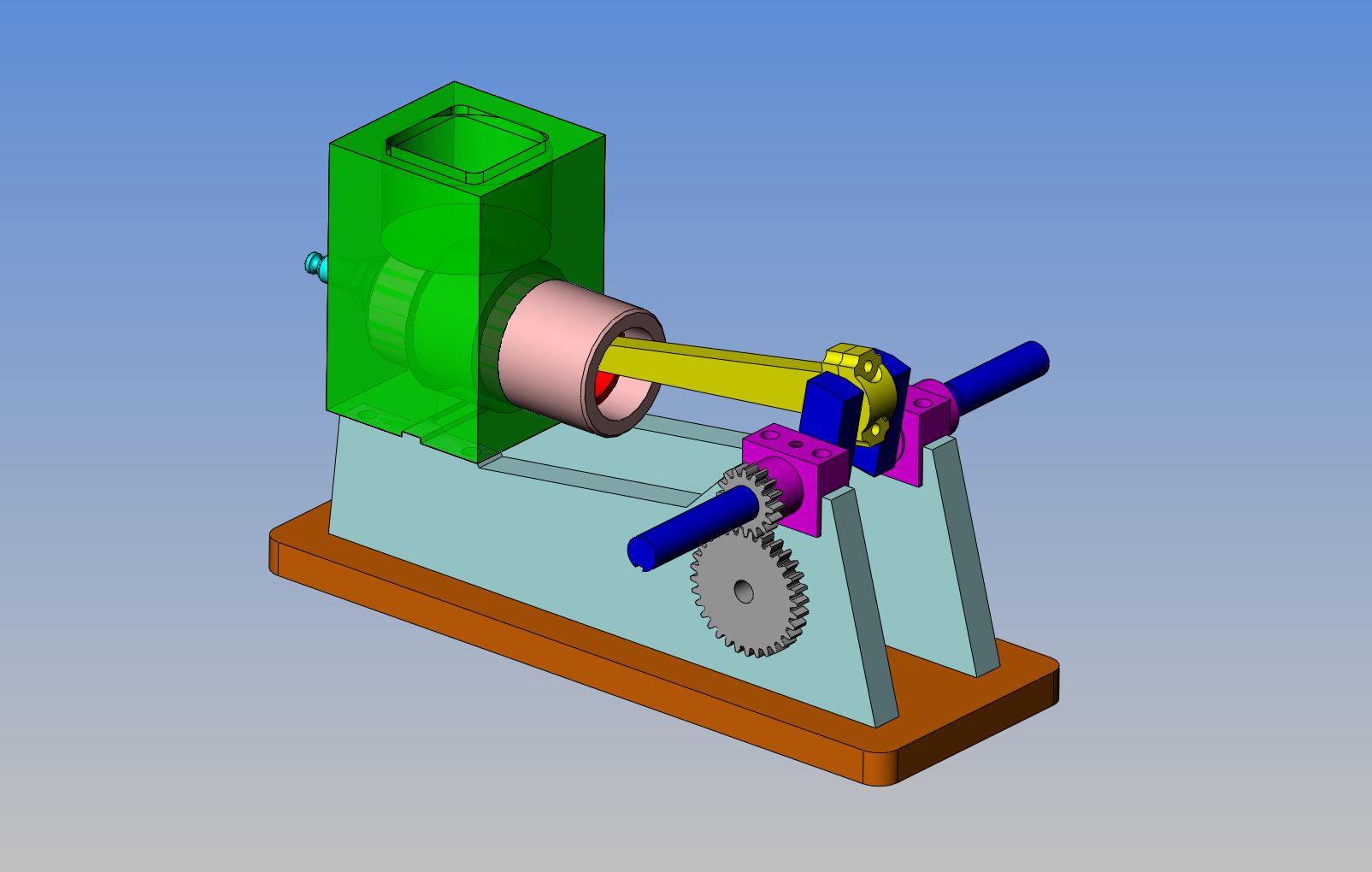
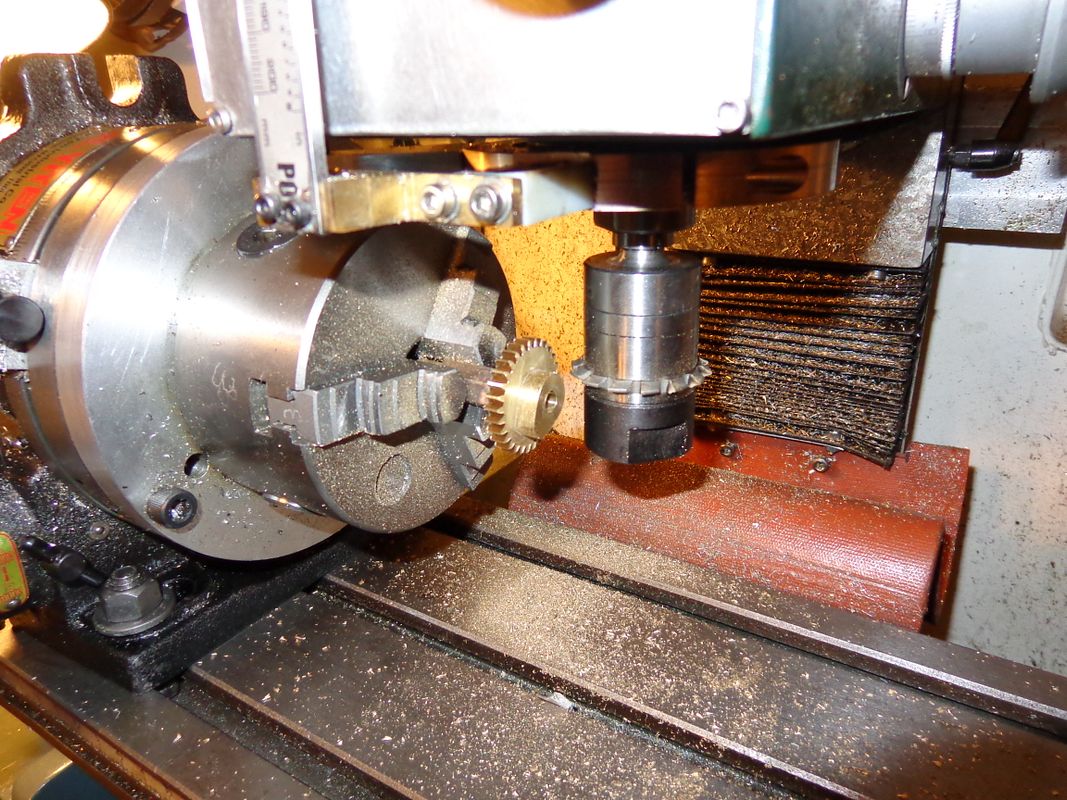
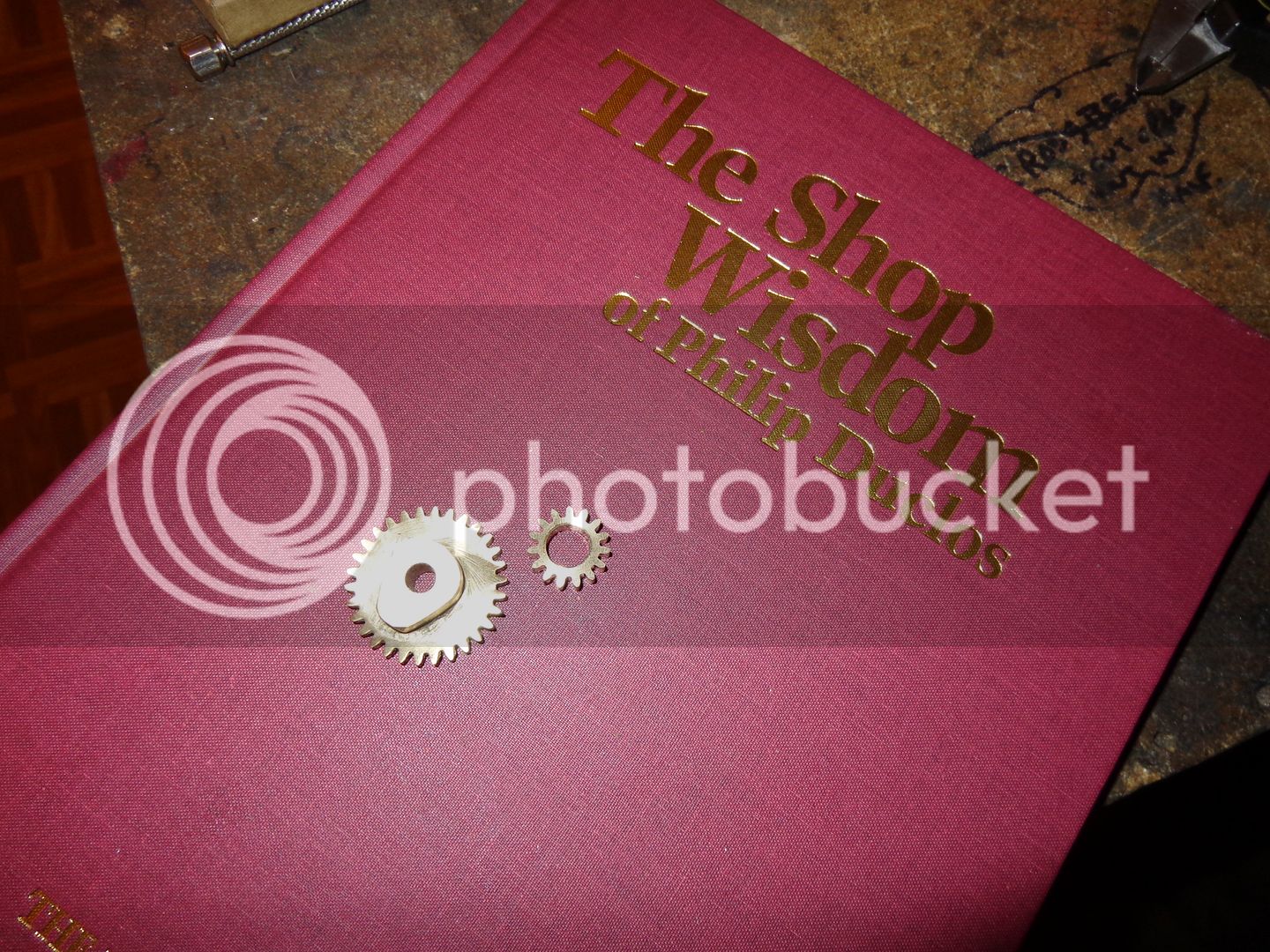
This morning I'm just setting around messing with Philip Duclos' "Odds N Ends" hit and miss engine. I have his book with the plans in it, but he calls for 32 DP timing gears while I have only 24 DP gear cutters. A little research shows me that a 16 tooth and a 32 tooth 24DP gear should work fine, and doesn't change anything except the vertical position of the cam shaft mounting hole and the rocker arm pivot hole.