Hi everyone,
Work has started to progress on the pump and related drive components and I finally have some progress pictures to share. Maury from Lone Star Engine Works has graciously offered to help me create castings for the Goulds pump and drive assembly; we have both been busy working on this part of the project most of the summer as time allows. Maury is very skilled at machining, pattern work and metal casting and this has been a wonderful opportunity for me to learn more about this part of our hobby.
I have the 3d models mostly complete and Maury has been taking my models and doing the necessary operations to turn them into patterns, adding machining allowance, draft, core prints, and scaling for shrinkage. We both have been making patterns and core boxes and I will have an update showing some of this work moving forward.
If you look back at post #207 you can see a drawing of the pumping outfit. I purchased this original 1892 advertisement off eBay many years ago; having no idea that someday I would be building the engine, I just liked it. After starting on the engine it was always my desire to make the pump too. The missing part of the equation was, how is the large bull gear mounted to the engine. A photo loaned to me by Lester Bowman (the original creator of the Pacific Model) answered this question.
Now, knowing how the gear is mounted and that it was a bolt on attachment to the engine I thought I just might be able to pull this off.
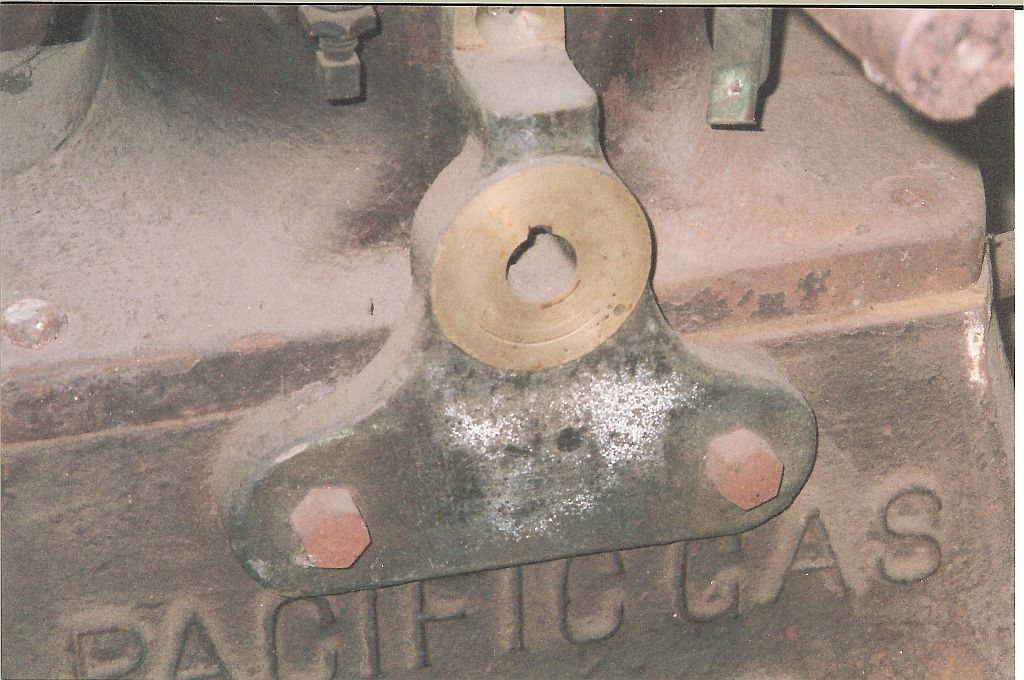
This is a photo of an original bull gear bracket mounted on the engine base and crankcase. There is a real good chance that this is the only one of these in existence. Photo complements of Lester Bowman.
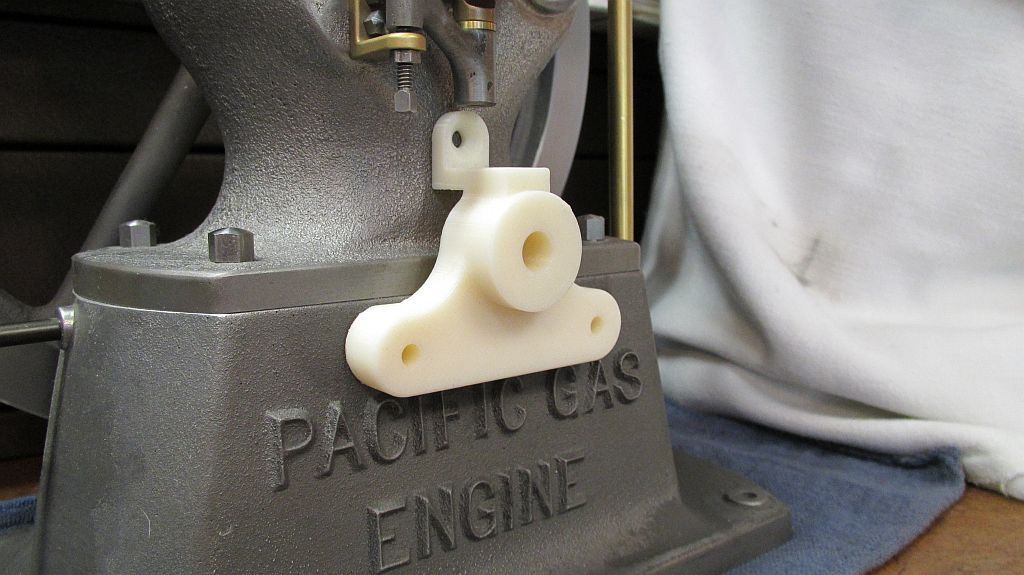
I started out modeling the bracket and working out gear sizes that would best match the original and still fit the model. Once the design seemed like it was going to work, the parts were printed to check the fit on the engine.

Here is the SLA gear set being checked to see how the gears are going to look mounted on the engine.

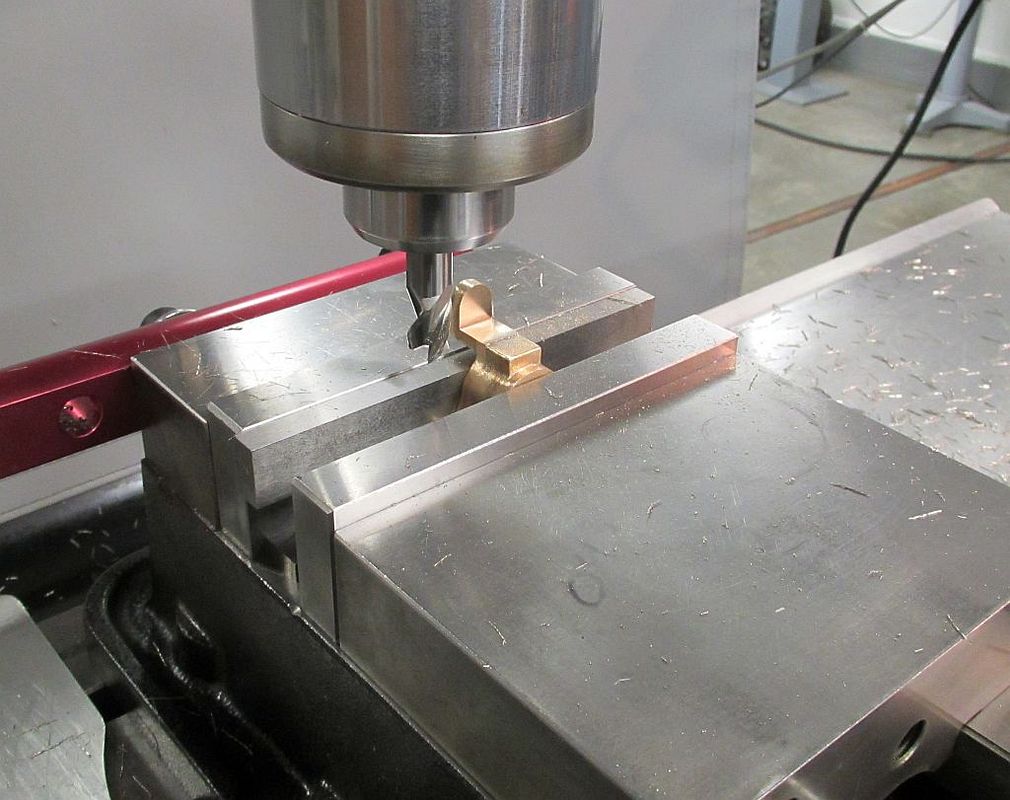
I was going to make the gears but this is a another area where Maury offered his assistance. Maury made the pinion gear and I finished it by adding the collar. If you look back at the original you can see the gear has this collar where the set screws are to mount the gear to the crank shaft.
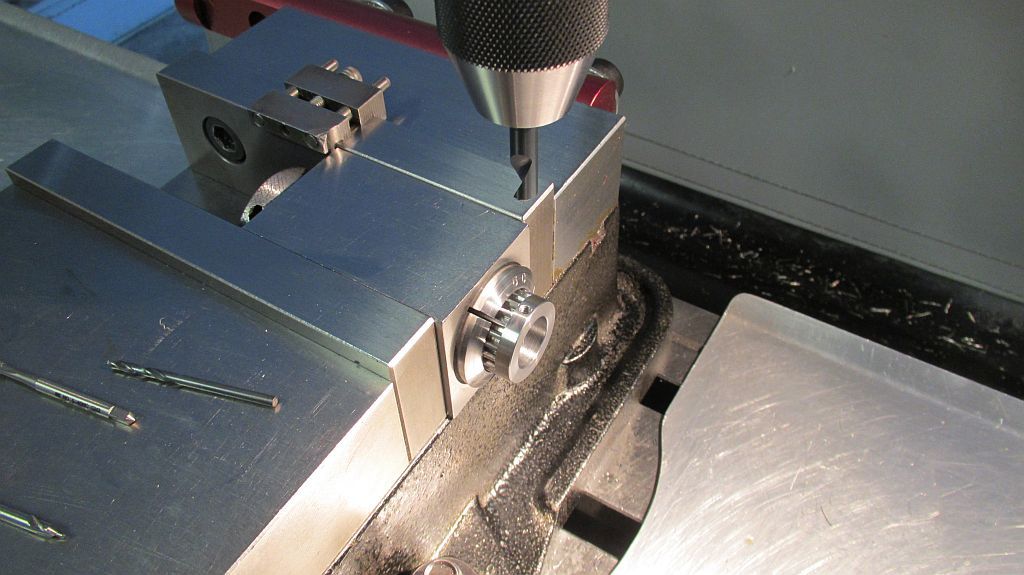
After the collar was turned and pressed onto the gear it was set up in the mill using a collet block to add the setscrew holes.

A pair of period correct square head setscrews were made and case hardened.

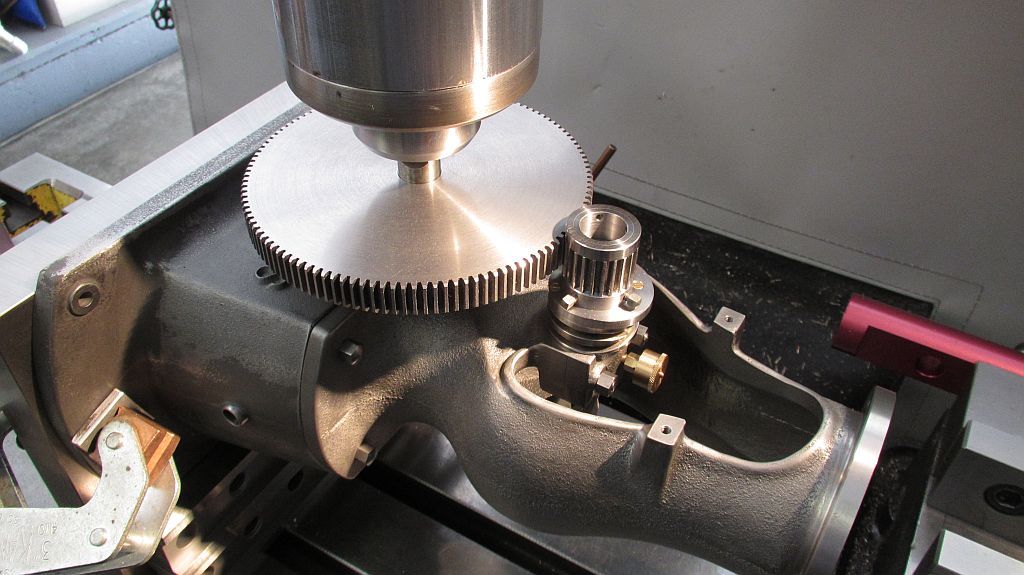
I machined my bull gear blank from a 6” slice of gray cast iron, and then sent it down to Maury where he used his gear hobber to cut the teeth. The gear came out beautiful, Maury does nice work!
Here the blank is faced, turned, and bored.

The band saw was used to slab off the extra material for use on a future project.

Back in the lathe the other side of the gear blank is faced to proper thickness.

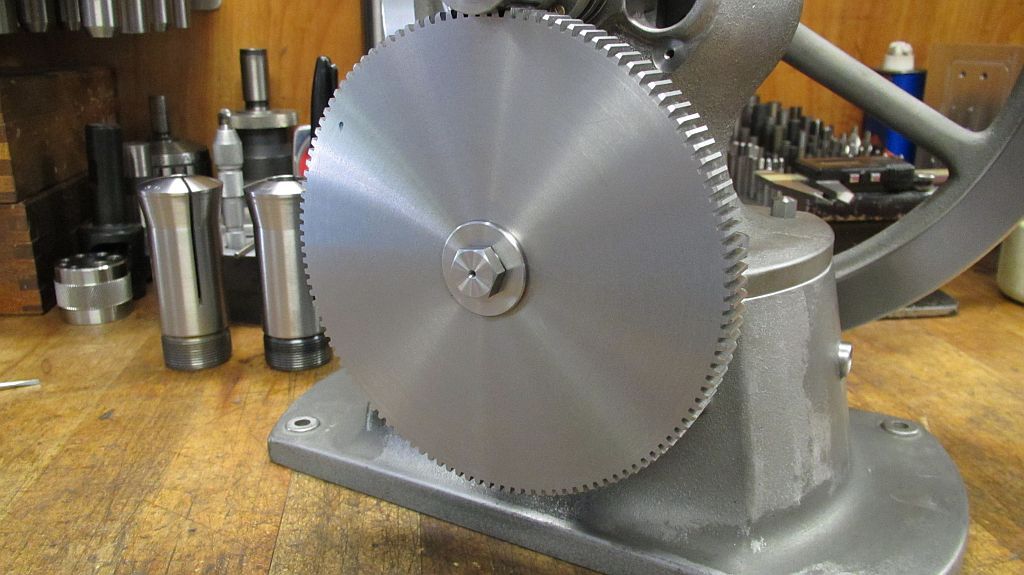
Here is finished gear with the related hardware. The shaft was case hardened and polished and the iron gear will run directly on the shaft. If it gives me any trouble down the road I will install a bronze bushing. An oil hole was drilled through the bolt and the shaft also drilled to allow for oiling of the gear. Check out those nice teeth!

This is the first casting produced, Maury machined the pattern for the bracket and poured the casting. If you looked closely at Maury’s F&G thread you can see this casting was included along with the pump parts that he had cast for the F&G engine.

Back view of the same bracket.

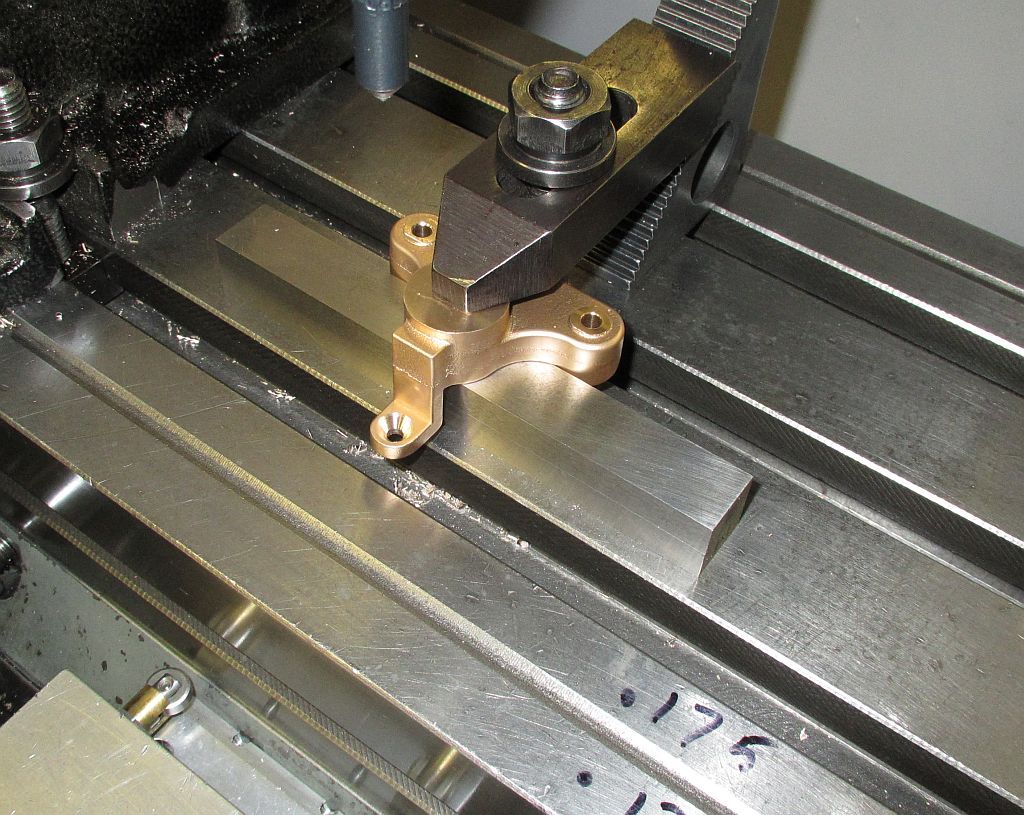
After a little fettling the casting is set up in the vise; a light skim is taken across the pads and the mounting holes drilled. A light cleanup cut was also taken across the gear surface, it will be further machined later on.
The upper mounting lug is machined to proper thickness.
The upper mounting lug is drilled and counter sunk using the same datum surface as the first operation.

A light skim is taken to true up the 5deg. of the mounting surface.
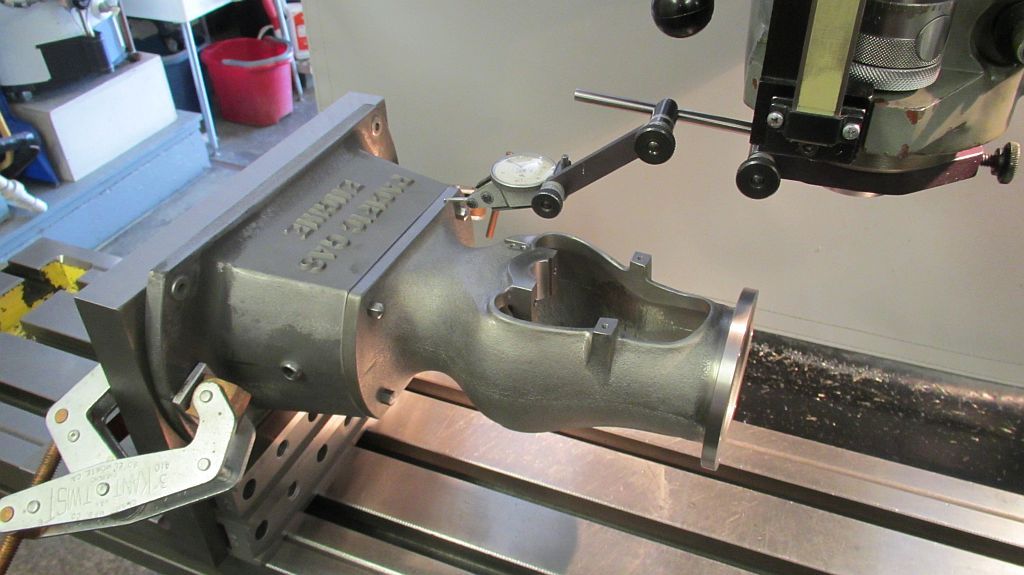
The engine was disassembled and mounted on an angle plate then dialed in. The crank shaft center line was also established at this time.
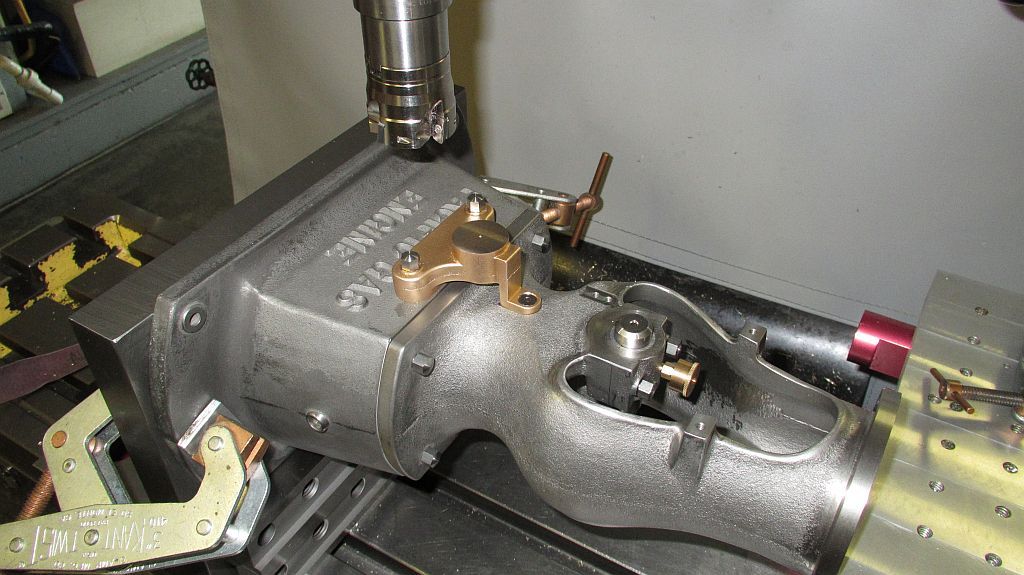
Working from the crank center line the mounting holes were drilled and taped in the engine castings. A pair of high crown dome head bolts were also machined to mount the bracket to the engine. The modern flat head screw will be replaced with a proper slotted head screw later on.
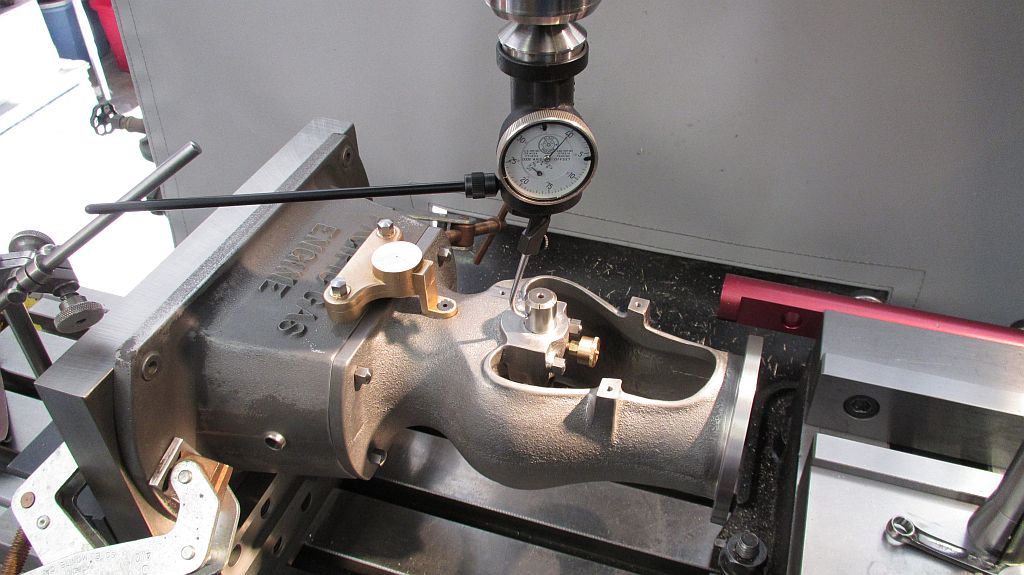
Using the Blake Coax indicator to pick up the center of the crank axis.
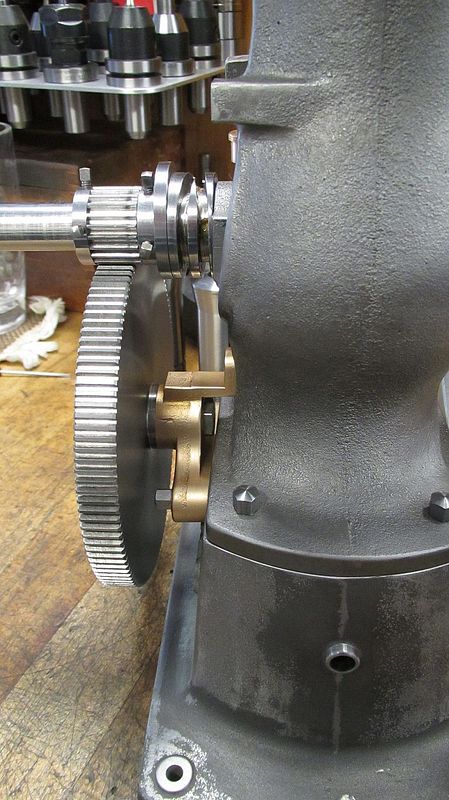
Checking the gear mesh before boring the shaft hole.

The shaft hole was drilled and bored; also at this time the bracket was faced using the facing head to insure the face was perpendicular to the shaft axis.
I took the opportunity at this time to drill, tap, and spot face for the spark saver still needing to be made.

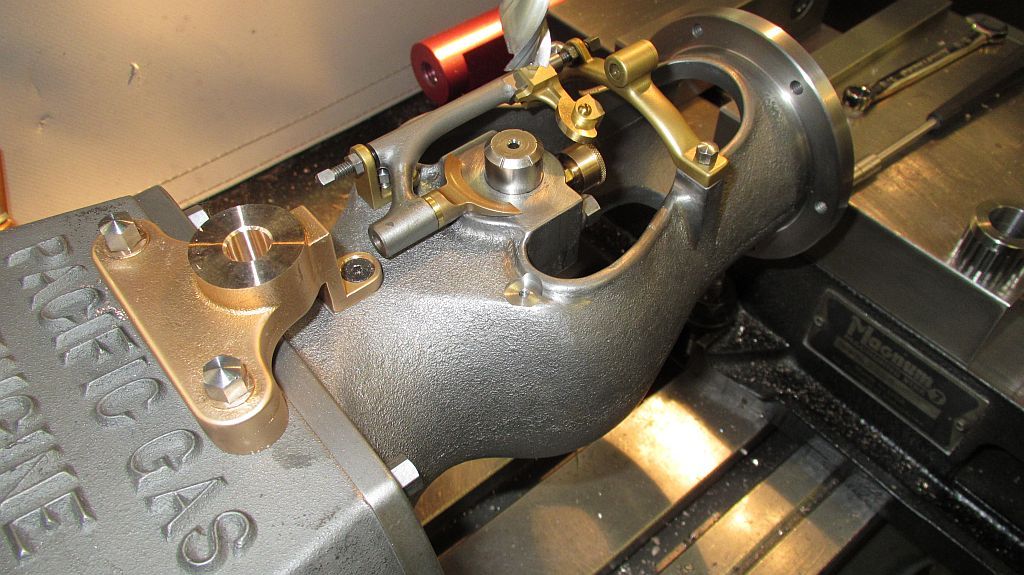
Here the gears are mounted on the engine (they run real nice!).
I can’t express how happy I am to see the gears mounted on the engine. This has been a dream of mine since I started the construction of the engine; this is a milestone for me and now I can see that it is going be a reality. The rest of the pump is coming along nicely and there will be updates coming showing the construction of the pump. Hopefully Maury will also be able to share some of his work along with mine.
I would like to thank Maury for offering to dive into this project with me and share his expertise; we both have been having a great time collaborating and sharing ideas; and I’m getting an education on the casting process. If not for him I wouldn’t be nearly this far along.
Thanks for checking in,
Dave
")











































