Thanks Alasdair and Arnold.
Thanks Marv...I like that pearl tweezer.
So I figure on 'going by the book'...i.e. the construction manual. I figure most people just starting out might go that way until they have more experience to create their own trail. Still, I need to be careful when it comes to fitting parts. I've read enough to see that you have some options like fitting the cylinder the piston or the piston to the cylinder.
Having said that...be sure to read the manual completely before starting. In this case, the instructions start having you use the mill to create the base. That's fine but later as you start to work on the 2nd or 3rd part, the author mentions tramming. 'tramming' - the art of making the mill head/spindle perfectly perpendicular to the table. Granted, it may not be critical for the 1st part but still...tools should be properly adjusted, cleaned, and checked before using.
I don't think the method they propose for tramming is very accurate. I suggest you find other methods on this forum. The manual calls for using a 'straight length of round stock' and a square. Not good enough! There's better methods that take no more effort.
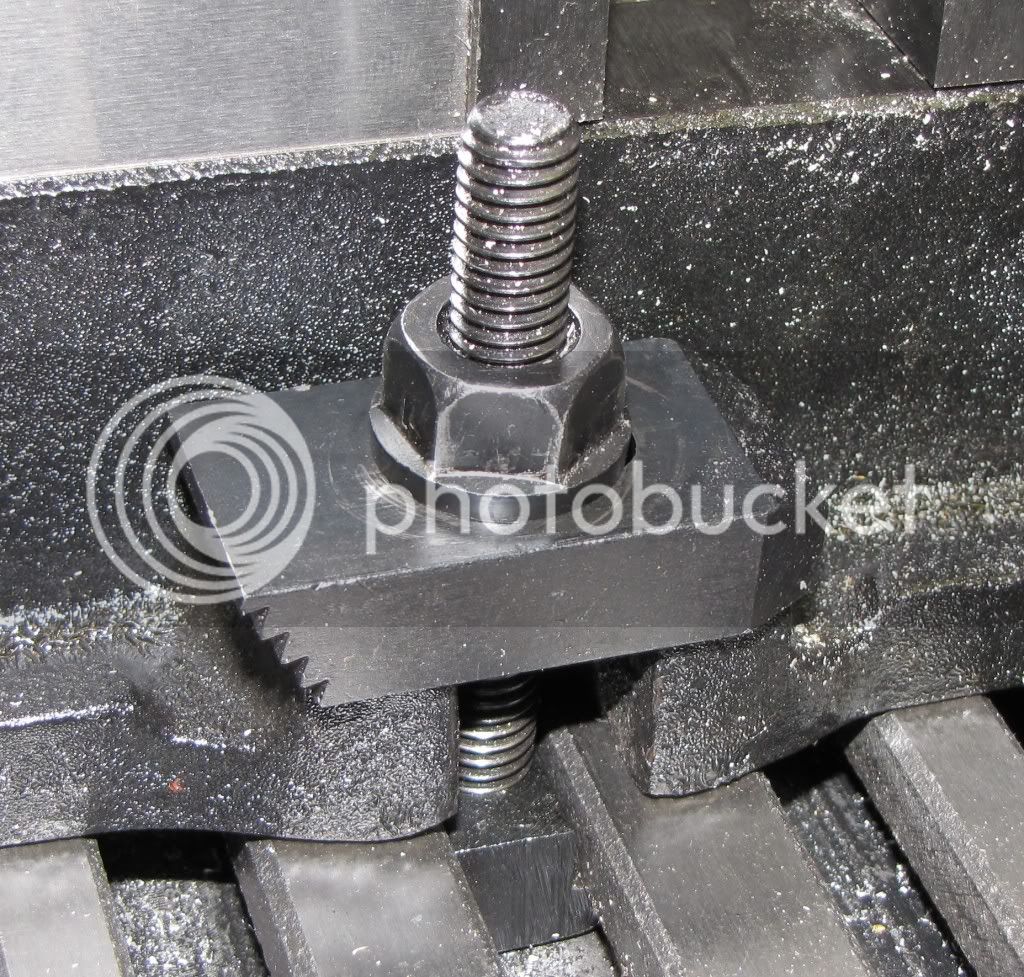
Reading the entire manual may also help to identify those tools that will be needed but have not been acquired yet. One tool they use is a 'vise stop'. I could use some help here. I don't know why it's called for, what it does, etc.
As I said before, one weakness of the manual is that, although they say this is for the newcomer to the hobby, there is much that they assume. One example, is they state 'in modern times we use Datum Dimensions' rather than Linear Dimensions. What? Huh? ??? I did a quick google...pardon me while I get some aspirin for my headache...Okay. Linear is the distance between two points. Datum is the distance from a reference. A little 'linear' math should get me the Datum. Let's see, 0.31 + 1.172 is 1.482 while the Datum is 1.485. I need more aspirin.
As a side note...the writer speaks in 1st person (I think). Quote, "the only business I've found"...etc. But the author is never identified. I have no idea who wrote this. But I'll tell you one thing that really irks me

is when I purchase something and it's not even been edited. The author doesn't know the difference between 'insure' and 'ensure' which is used several times so it's no typo. Yeah the price is low...but that's no reason for shoddy work.
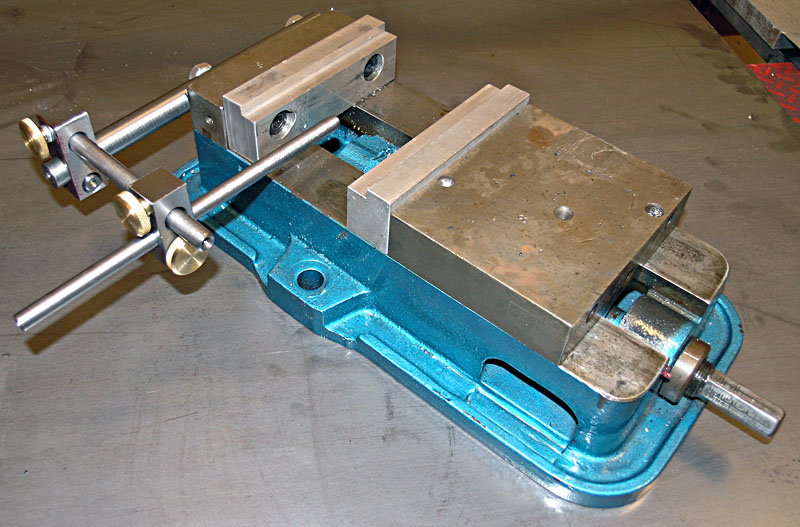
Back to the 1st part. He or she is mounting a vise to the mill's table and using a 'Dial Indictor' (no...that's the way it was spelled) to square it. The picture shows a type of indicator I don't have (but want to get). I'll cross that bridge when I come to starting the first part (oh when will that be Carl?). I don't know what you call the thingies on the vise that do the actually gripping...but while the vise itself was square...they were not.
The first part calls for a 4-Flute cutter. But no mention of size. Sigh. While the manual talks about 'flex' and 'finish pass'...there's no mention of 'climb' cutting. I'll try to address that when I start the first part (oh when will that be Carl?!).
Another irksome thing is the use of a tool that is referred to as 'essential'. In this case, a Spindle Stop. But it's custom made!!! That should never be part of a beginner's kit!
It's good that this starts with the mill. I think I have a problem with my lathe. When I face a part...it's slightly convex. That tells me the spindle is not perpendicular to the cross slide. I've seen references on the forum to 'twist' of the bed. I don't know if that's it but my lathe is mounted on a wood desk in a basement and is probably moving around. Help here would be appreciated.
I don't mean to beat the manual up so much...the kit is $60...so what do you expect? As I've said before...I only started 4 months ago and have actually built some things. Thanks to reading a lot and being on this forum.
Okay...this is long enough. Boring without pictures. Hopefully it'll get more interesting soon (oh when will that be Carl??!!!).
I have a trip to make but hopefully I'll have something next week.