Well, after having my mill and lathe in my living room in their packing crates for about 3 months while waiting to clear and prepare my workshop, I've finally got them in there!!!
I had to build two benches, one for the mini-lathe and mini-mill, and the other for general assembly / disassembly / other non-mill/lathe functions. My workshop is about 5ft wide and about 10ft long and also houses our central heating oil-burner which also keeps the workshop warm and dry.
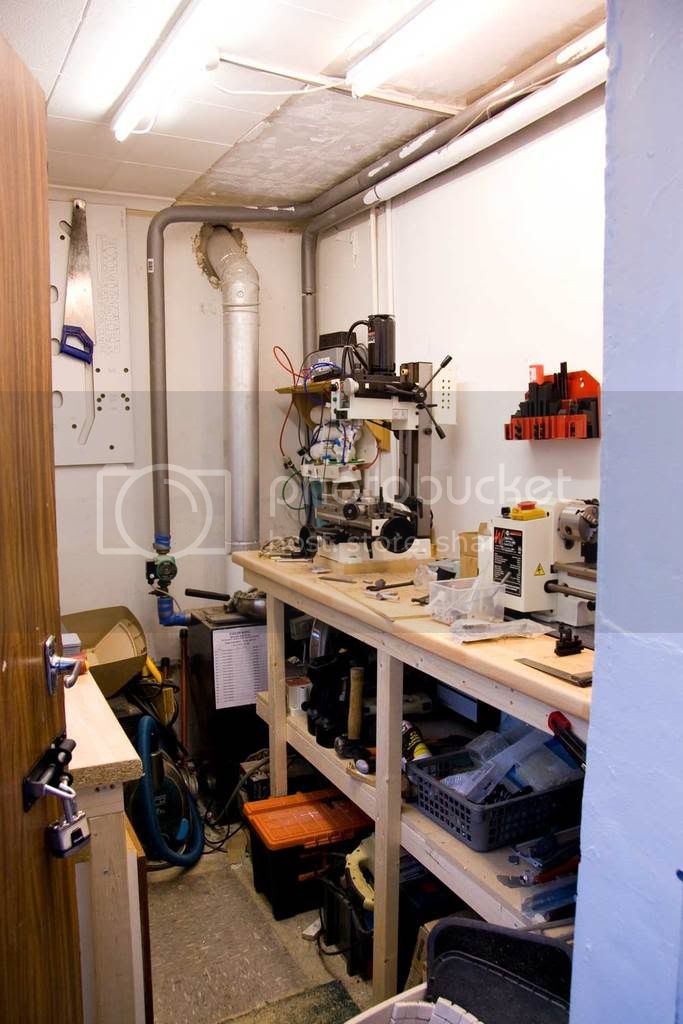
So without further ado, here are some pics of my little shop.
1st up is a view from the door.
This is the bench with the lathe and mill mounted. ( please note the exceptional cleanness and tidyness :big: )
Here is the other bench
My Sieg C2a ( I think the "A" stands for "Eh!! I thought it looked bigger in the catalogue!!" )
My X2 mini-mill
Close up of my very 1st metalworking attempt, a spare chuck key.
And finally (thank goodness I hear you say!!) my 1st real attempt at milling a chunk of metal to a specific size, a Tee nut for my Rotory Table. ( yea, I know I've got to make 3 more ) along with an unsucessful attempt.
So there we go, my first try into metalwork. I have to say that I have always found model engineering to be fascinating and have wanted for a long tome to get into it, and now I have, Woo Hoo!!!!
I have to agree with others who have commented that these machines ( the C2a and the X2 ) are great for the money, but that they are more of a kit than a finished machine from the perspective that they need some care and attention in setting up to get the best out of them. As a complete newbee at this I'm open and asking for all the tips and help you guys can offer as at the moment I can't part off anything denser than chocolate on the lathe!!!
The mill I find a little easier to get better results with, I've spent time Tramming it and adjusting the jibs for solidity yet with reasonably free movement. I think that I need to build some sort of a jig to eject whatever is in the MT3 taper as I really dont like whaling on the loosened drawbar with a mallet to get the chuck / collet loose. I'm thinking of something along the lines of a G-clamp that can apply pressure to the top of the drawbar, What do you guys do about releasing MT3's from your X2 ( or X2 type) mills?
My goal at the moment is to make a few jigs / tools for the lathe and mill, and then I'd like to make a wobbler or something similarly simple. I've learnt so much from lurking on here for so long, and I know that I'll learn so much more from all the collective experience of you guys.
Tim





")