Cedge
Well-Known Member
- Joined
- Jul 12, 2007
- Messages
- 1,730
- Reaction score
- 29
A while back, long before joining this board, I used the clues provided by John Moran of www.gadgetbuilder.com to make a Diamond tool holder... or what is also known as a Tangential tool holder. His design worked quite , but my version of his design had a small "flaw" that eventually caused the tool to fail. Once it failed there was no stopping the cutting bit from escaping the holder. That is not to cast aspersions on John.... the design definitely worked, was a fun project and gave me insight into the how and why of the tool's workings. I still thank him for sharing the information he's offered.
Since then, I've been studying the designs from a couple of online suppliers who offer these tools, but at the $100.00 plus pricing, I became determined to build another one, based on these commercial designs, along with what John's tool had already taught me.
The project was a little tricky in that the tool is held by two compound angle cuts which are cut into existing 45° surfaces. I recently purchased a "Kurt Clone" vise with the swivel base. This made getting the cuts made for an interesting and educational exercise. The long and short of it was that the vise was a good investment and the swivel is a definite keeper, even if it lives in the cabinet when it isn't needed.
Below are photos of the newest tool in my arsenal of metal eaters.
Steve
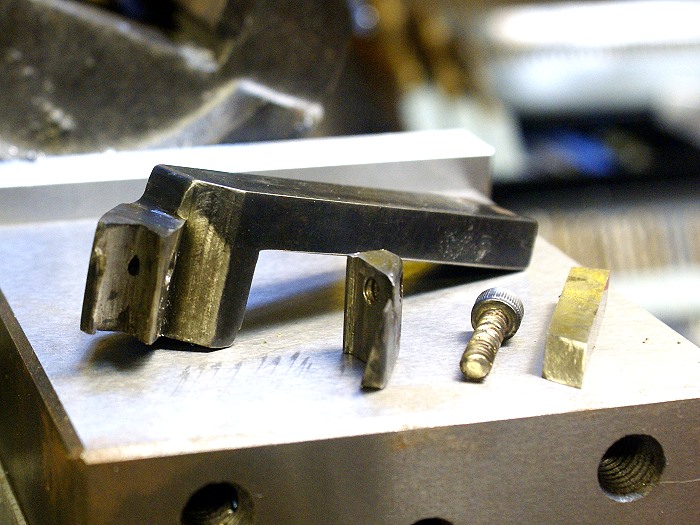
The Diamond Tool holder in roughed in phase, prior to test cutting.

Side view of the tool showing the signature "diamond" cutting point

Here the tool has just made two passes on brass, producing a finished cut. Brass tended to be the least happy with the previous tool due to the steep angle of the rake. I opened the placement from 12° on the old version to 15° on this one in hopes of achieving a more brass friendly tool. The first cut going toward the chuck was a 1/16 depth of cut (1/8 total cut on diameter) and went quite smoothly. The return cut going toward the tail stock produces a beautifully smooth finish cut, passing the brass tests successfully. Notice how this tool can easily cut right up next to the jaws of the chuck

Here, again, you can see the signature "Diamond" of the Tangential tool. The tool holder has been polished up a bit and gun blued to give it a durable and attractive finish.

A bit more visual detail of the Tangential tool, mounted in a quick change tool holder. This tool will be one of the tools I grab first when turning or facing. Both operations can be done without having to reposition the tool angle and both operations easily make deep cuts and produce finish cuts on most metals using the same position.

Here are sample cuts from the the testing I did with mild steel, 6061 aluminum and an unknown brass. The deep cuts that you see were made by taking one or two heavy cuts going toward the chuck and a single finish pass toward the tail stock.

Since then, I've been studying the designs from a couple of online suppliers who offer these tools, but at the $100.00 plus pricing, I became determined to build another one, based on these commercial designs, along with what John's tool had already taught me.
The project was a little tricky in that the tool is held by two compound angle cuts which are cut into existing 45° surfaces. I recently purchased a "Kurt Clone" vise with the swivel base. This made getting the cuts made for an interesting and educational exercise. The long and short of it was that the vise was a good investment and the swivel is a definite keeper, even if it lives in the cabinet when it isn't needed.
Below are photos of the newest tool in my arsenal of metal eaters.
Steve
The Diamond Tool holder in roughed in phase, prior to test cutting.
Side view of the tool showing the signature "diamond" cutting point
Here the tool has just made two passes on brass, producing a finished cut. Brass tended to be the least happy with the previous tool due to the steep angle of the rake. I opened the placement from 12° on the old version to 15° on this one in hopes of achieving a more brass friendly tool. The first cut going toward the chuck was a 1/16 depth of cut (1/8 total cut on diameter) and went quite smoothly. The return cut going toward the tail stock produces a beautifully smooth finish cut, passing the brass tests successfully. Notice how this tool can easily cut right up next to the jaws of the chuck
Here, again, you can see the signature "Diamond" of the Tangential tool. The tool holder has been polished up a bit and gun blued to give it a durable and attractive finish.
A bit more visual detail of the Tangential tool, mounted in a quick change tool holder. This tool will be one of the tools I grab first when turning or facing. Both operations can be done without having to reposition the tool angle and both operations easily make deep cuts and produce finish cuts on most metals using the same position.
Here are sample cuts from the the testing I did with mild steel, 6061 aluminum and an unknown brass. The deep cuts that you see were made by taking one or two heavy cuts going toward the chuck and a single finish pass toward the tail stock.
")