- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
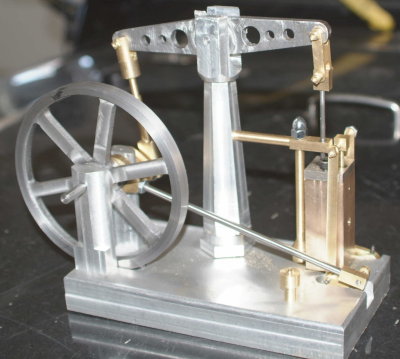
I had some shop time this afternoon as it's raining lightly outside.
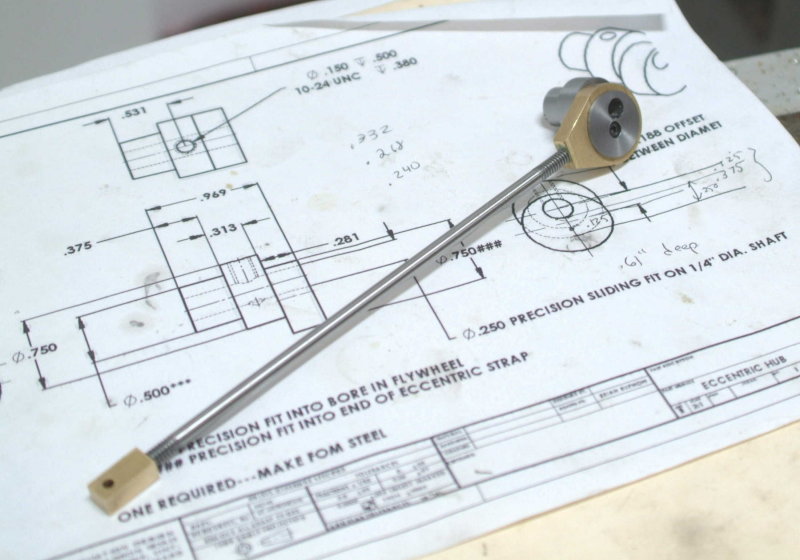
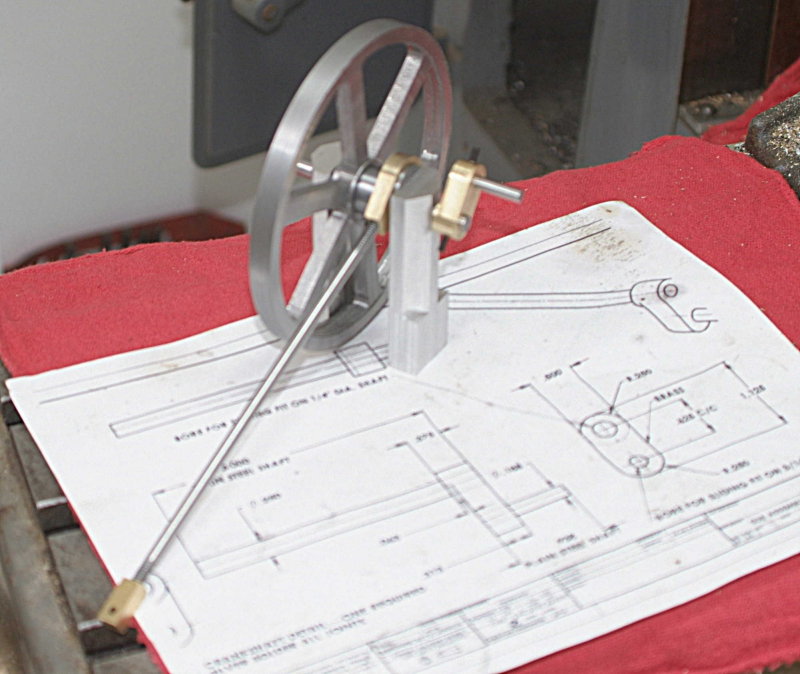
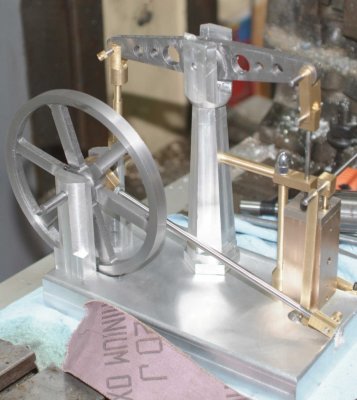
Further exploring threading on the lathe, I cut ~7" of 3/16 drill rod to make the eccentric rod, chucked it, and cut partial 24 tpi threads in each end. I then finished the threads with a 10-24 die, using the partial threads to start the die straight on the rod. The rod is longer than shown in the plan, but I will be able to cut to fit as there are extra threads on each end.
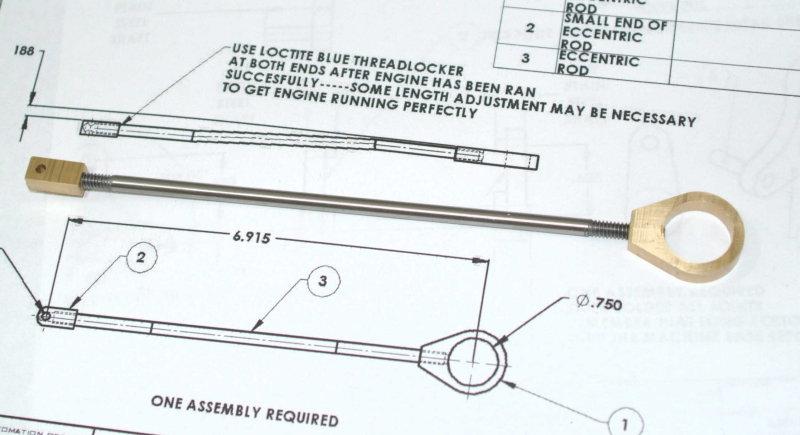
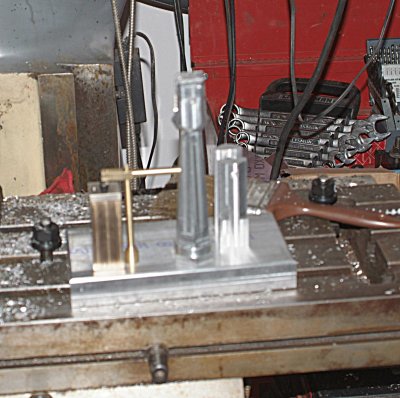
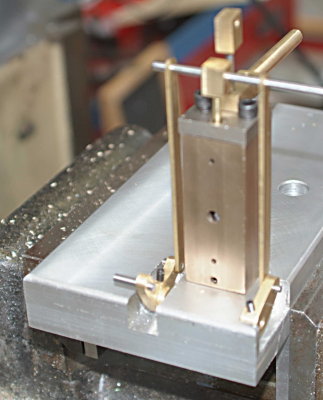
I also did the same to make 10-24 threads on the top end of the piston guide support.
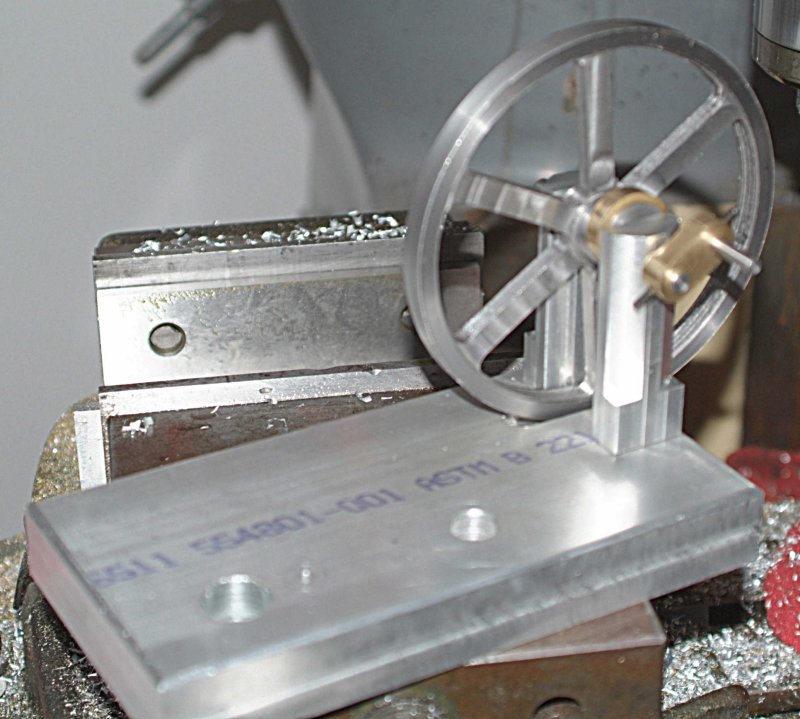
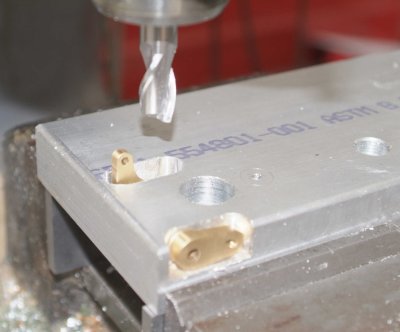
Unfortunately I had an "oops" as I began to drill the base. My "bling" column's base is wider than spec, and I had made the base wider as well. Unfortunately I failed to take that into consideration and drilled the holes too close to the edge. So I will have to make a new base tomorrow night at school.
Further exploring threading on the lathe, I cut ~7" of 3/16 drill rod to make the eccentric rod, chucked it, and cut partial 24 tpi threads in each end. I then finished the threads with a 10-24 die, using the partial threads to start the die straight on the rod. The rod is longer than shown in the plan, but I will be able to cut to fit as there are extra threads on each end.
I also did the same to make 10-24 threads on the top end of the piston guide support.
Unfortunately I had an "oops" as I began to drill the base. My "bling" column's base is wider than spec, and I had made the base wider as well. Unfortunately I failed to take that into consideration and drilled the holes too close to the edge. So I will have to make a new base tomorrow night at school.