Last week I made a nice piece of scrap, trying to mill the cylinder cap on a too small piece of metal. So yesterday I decided to start on the cylinder, thinking that once it's done I can use it to ensure that the cap fits properly.
The instructor furnished me with a bar of brass of "unknown ancestry", saying that it had been in the school storeroom for many years. The bar has a cross section of 1x2" and was about 8" long, quite heavy, and with a dark brown surface patina. I cut off a piece with the bandsaw, and it is considerably harder than 360 brass. In any case, once milled it has a nice yellow-orange color very close to 10K gold. One person in the shop opined that it might be beryillium-copper.
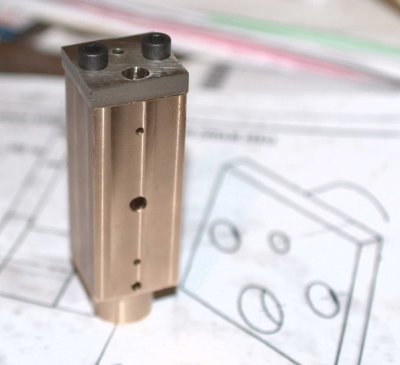
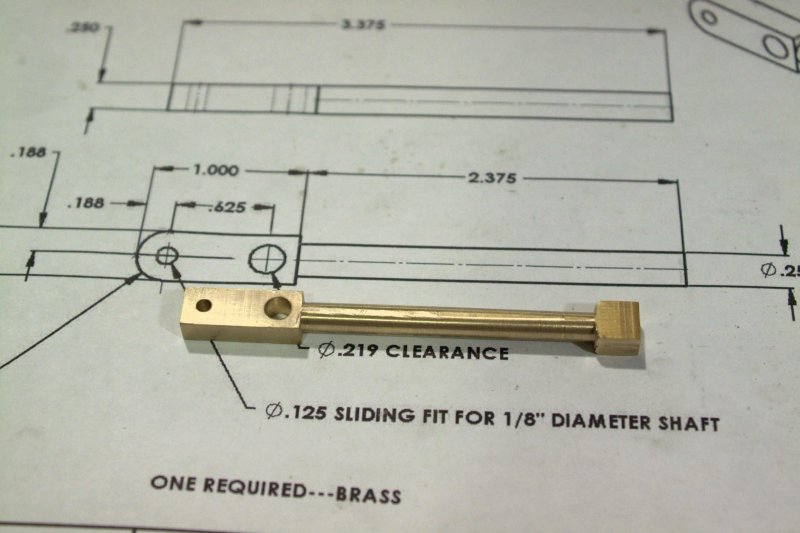
I machined a piece down to 1x1x3.5". The metal seems to like low speed (500 rpm) and small cuts with a 4-flute 1/2" mill. Any more and it gets hot and throws off dark orange swarf.
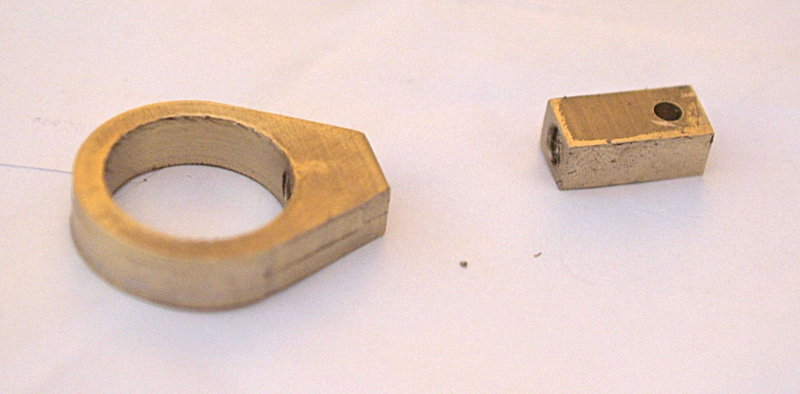
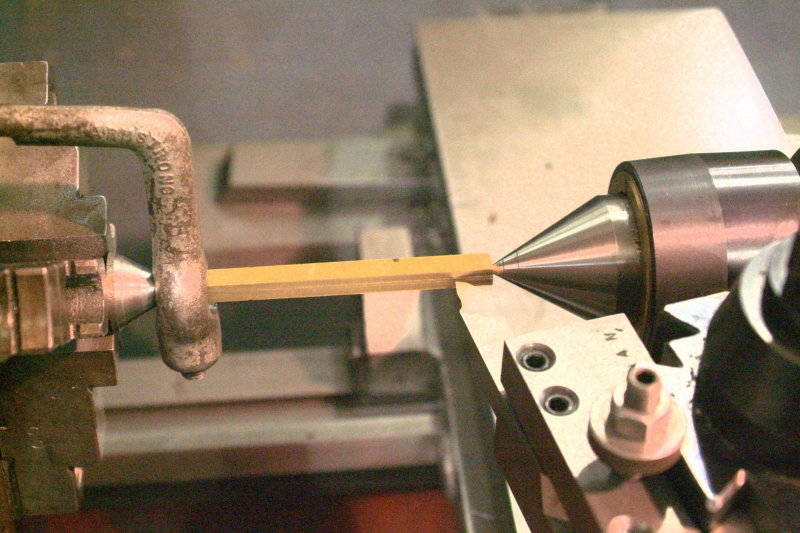
I then center-drilled each end and took it to the lathe to turn between centers in order to form the round end. I decided to leave this end at 3/4" diameter. Here again I turned it at 520 rpm and took small cuts.
Back to the mill to drill the cylinder bore. I set the mill's quill stop for a 2.25" depth, as the piece is longer than the plan's dimension, and I plan to mill some off the top at the end. Started with a 1/4" drill, then 31/64, and finally a 1/2" reamer. Even with lots of cutting oil it needed a lot of pressure to ream the hole. Finally I tried to square the bottom of the bore with a 1/2" 2-flute mill, but even with a lot of pressure on the spindle handle it's still not flat. I wonder if that matters (anyone?).
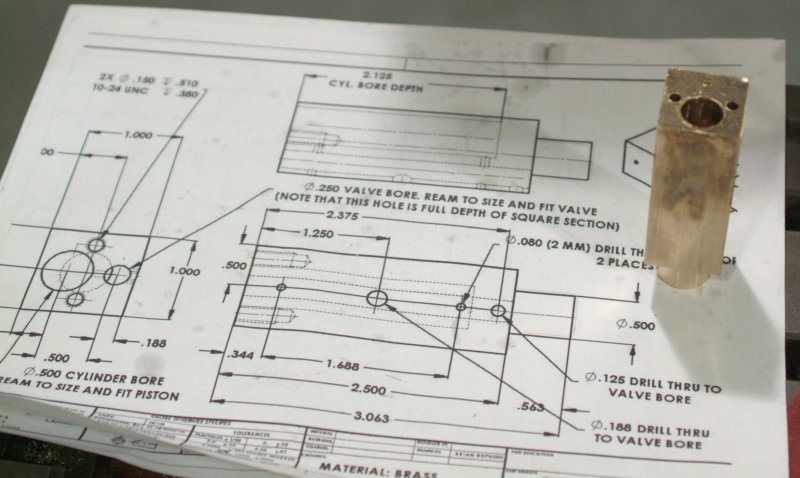
Next week I should be able to drill the valve bore and the other holes, and make a start on the cap.








")