- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
I am going to build this during the fall quarter in the school shop. My intention is to deviate from the plans in "bling" aspects while following the critical dimensions. My intended mods include:
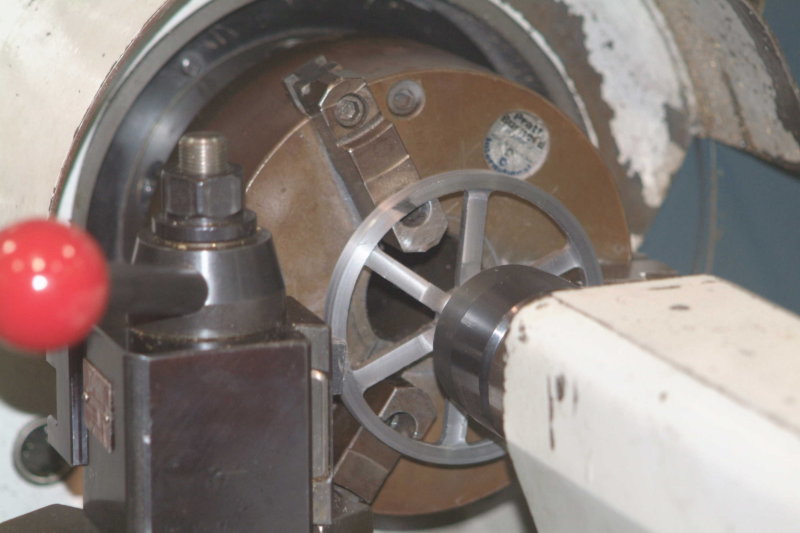
- Spoked flywheel
- avoid 90-degree edges (lots of use of rounding bits)
- eliminate visible holes and screws to the extent possible
As Guinevere sings in the musical "Camelot", "I do applaud your noble goals; now let us see if you achieve them." ;D I already have some ideas from Gail's build, and hope to plagiarize more as time goes by. :bow:
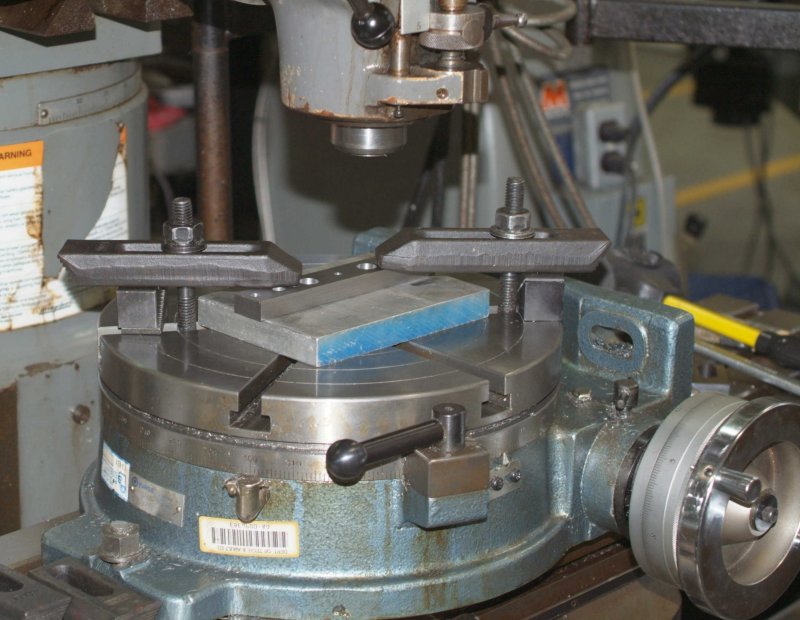
Made a small start by cutting a piece of aluminum from the scrap bin to the approximate dimension of the base, squaring the 4 sides, and flycutting the top:

The flycutter is one I made earler as part of the shop curriculum.
- Spoked flywheel
- avoid 90-degree edges (lots of use of rounding bits)
- eliminate visible holes and screws to the extent possible
As Guinevere sings in the musical "Camelot", "I do applaud your noble goals; now let us see if you achieve them." ;D I already have some ideas from Gail's build, and hope to plagiarize more as time goes by. :bow:
Made a small start by cutting a piece of aluminum from the scrap bin to the approximate dimension of the base, squaring the 4 sides, and flycutting the top:
The flycutter is one I made earler as part of the shop curriculum.