- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 81
To finish this part off
Mount back stop in the head stock and face to length turn register to 10mm dia*1mm length, then using the two wire trick mill the flats for a nice match on the cylinder.

Here they are with one in place and studs in place that will take the gland seal.

Now for the other end, this cap is only 3.5mm thick with no through centre hole so its not to easy to jig up, time for another approach:- Turn 17mm dia, a goodly length, enough to make all the caps plus a bit. Then over to the mill, using the PCD feature of the DRO drill the holes full depth of the drill.

Back to the lathe turn up 10 mm register and part off, repeat repeat repeat, until no more holes left then back onto the mill drill four more holes full depth of drill again back to lathe etc etc, I got 7 parts out of each cycle so it was nice and quick.

Then mill the flats as before, and her we are all finished.

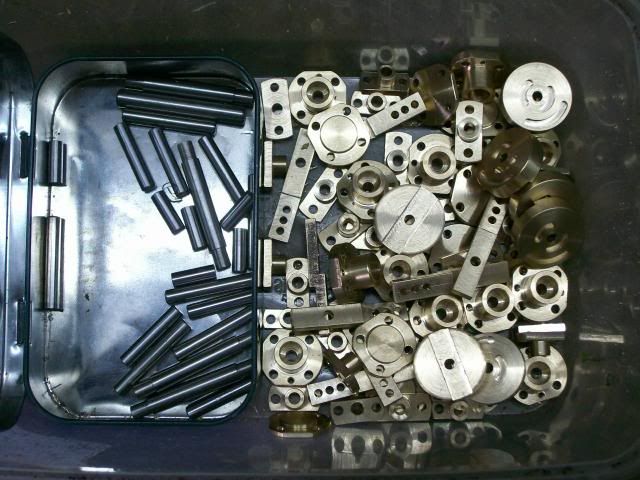
Getting a good collection of parts still quite a few to go though.
Stew
Mount back stop in the head stock and face to length turn register to 10mm dia*1mm length, then using the two wire trick mill the flats for a nice match on the cylinder.
Here they are with one in place and studs in place that will take the gland seal.
Now for the other end, this cap is only 3.5mm thick with no through centre hole so its not to easy to jig up, time for another approach:- Turn 17mm dia, a goodly length, enough to make all the caps plus a bit. Then over to the mill, using the PCD feature of the DRO drill the holes full depth of the drill.
Back to the lathe turn up 10 mm register and part off, repeat repeat repeat, until no more holes left then back onto the mill drill four more holes full depth of drill again back to lathe etc etc, I got 7 parts out of each cycle so it was nice and quick.
Then mill the flats as before, and her we are all finished.
Getting a good collection of parts still quite a few to go though.
Stew