- Joined
- Jan 17, 2009
- Messages
- 887
- Reaction score
- 81
his is going to be a batch build of a very good French design of a twin cylinder double acting revering verticle engine, these engines build up into a powerful engine that have many applications.
The drawing are available free her http://jpduval.free.fr/Plans_moteurs_vapeur_p1.htm
Its important with a batch build to keep the parts the same size as best you can, this way you can use stops to allow quick set ups.
First up the cylinders.
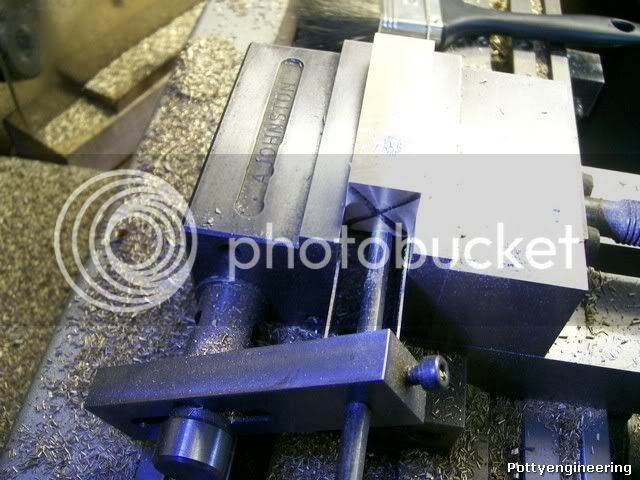
I dropped on a bit of brass bar at the scrappy that was close to size, so first job rough cut the to length and fly cut the section to size.

Then using the Keats angle plate, face them all off to same length.
Then on one cylinder only drill a nice deep centre for the bore position.

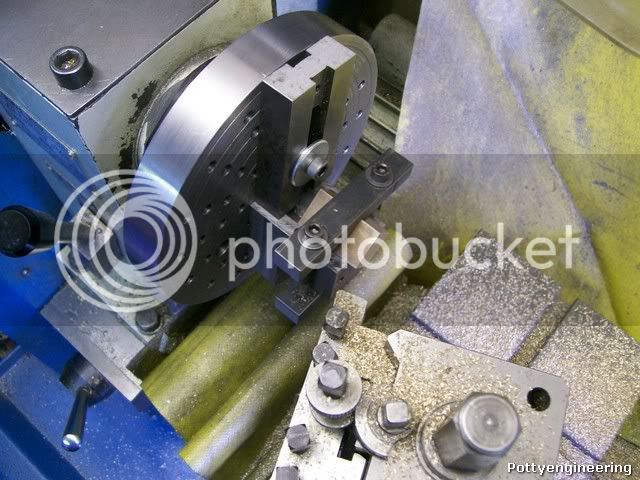
Now the next bit is where the Keats comes into its own, if I was just making one I could have used a independant four jaw chuck and picked up the bore position with a clock, but as I'm doing more than one this would have been a pain.
Clamps the cylinder in the Keats and with the Keats loose on the face plate, wind a centre tight into the cylinder, this pulls the bore onto the centre line of the lathe, clamp the Keats tight to the face plate.

The parallel on the face plate is their to stop the Keats slipping and to act as a counterbalance.
Thats it all you have to do is drill a ream change to next cylinder repeat, repeat,

This lost took just over an hour.

To position the rest of the holes in the cylinders, just use your vice stop so when you've got one positioned just keep changing them round until all are done change position for next hole repeat repeat, where required the holes were tapped using my tapping stand.

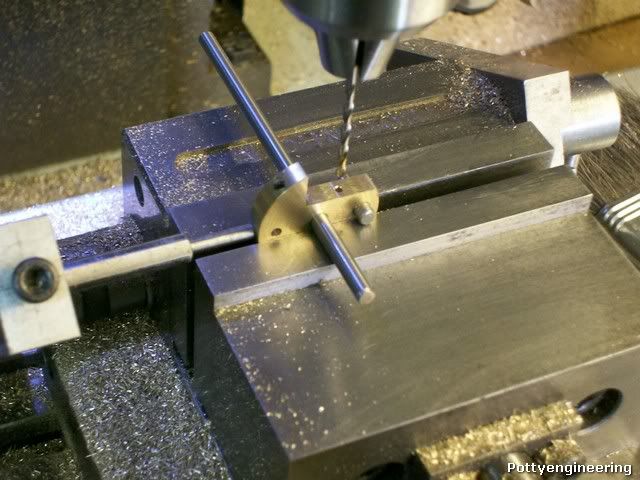
For the end cap holes that are on a PCD and positional relationship to the air ports I made jig, that had a small dowel that located in the air port, this is it in use.

And with a finished cylinder.

Stew
The drawing are available free her http://jpduval.free.fr/Plans_moteurs_vapeur_p1.htm
Its important with a batch build to keep the parts the same size as best you can, this way you can use stops to allow quick set ups.
First up the cylinders.
I dropped on a bit of brass bar at the scrappy that was close to size, so first job rough cut the to length and fly cut the section to size.
Then using the Keats angle plate, face them all off to same length.
Then on one cylinder only drill a nice deep centre for the bore position.
Now the next bit is where the Keats comes into its own, if I was just making one I could have used a independant four jaw chuck and picked up the bore position with a clock, but as I'm doing more than one this would have been a pain.
Clamps the cylinder in the Keats and with the Keats loose on the face plate, wind a centre tight into the cylinder, this pulls the bore onto the centre line of the lathe, clamp the Keats tight to the face plate.
The parallel on the face plate is their to stop the Keats slipping and to act as a counterbalance.
Thats it all you have to do is drill a ream change to next cylinder repeat, repeat,
This lost took just over an hour.
To position the rest of the holes in the cylinders, just use your vice stop so when you've got one positioned just keep changing them round until all are done change position for next hole repeat repeat, where required the holes were tapped using my tapping stand.
For the end cap holes that are on a PCD and positional relationship to the air ports I made jig, that had a small dowel that located in the air port, this is it in use.
And with a finished cylinder.
Stew






























") - thanks for showing!
- thanks for showing!