- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
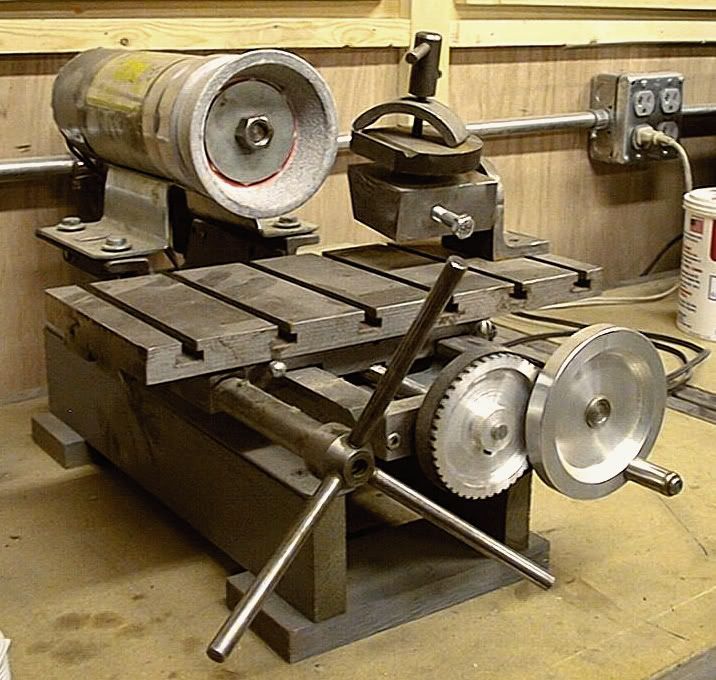
This is my home built tool & cutter grinder...
And here are some more pictures as I'm tearing it down...


It's made from 4" channel iron and a 5,000 RPM treadmill duty motor with a variac to adjust the speed. I rebuilt the front bearing carrier on the motor from aluminum to increase the accuracy and seal the motor from grinding dust. There is no air flow through the motor but so far it has never overheated. The motor has ball bearings on front and back and runs very quietly with virtually no vibration. I rarely run it more than half speed and have never put any appreciable load on it. I have several spindle attachments for it that allows me to use an assortment of different grind stones.
The grinder has served me well and is reasonably accurate, but is somewhat deficient in user friendlieness. The motor is fixed solidly to the frame and all angle and height adjustments must be made on the work holder attached to the table. I've long been contemplating modifications which would let me adjust the height of the spindle as well as the overhang of the grind stone over the table. So, that's what this thread is about.
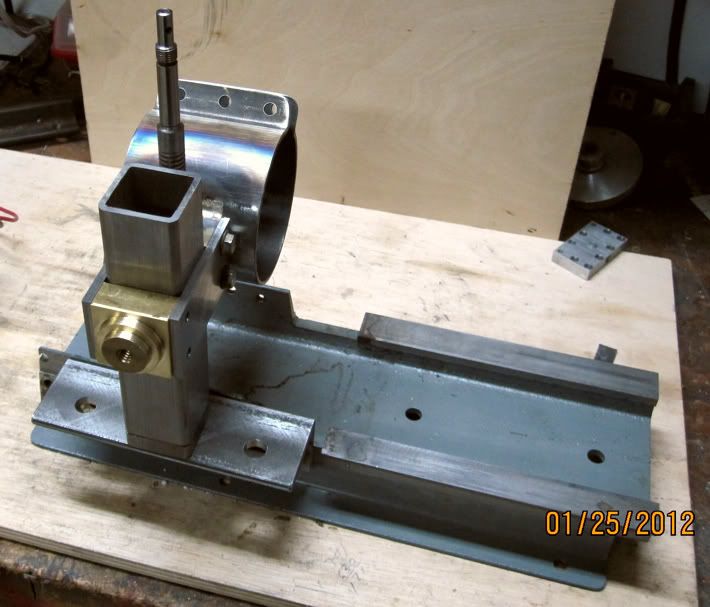
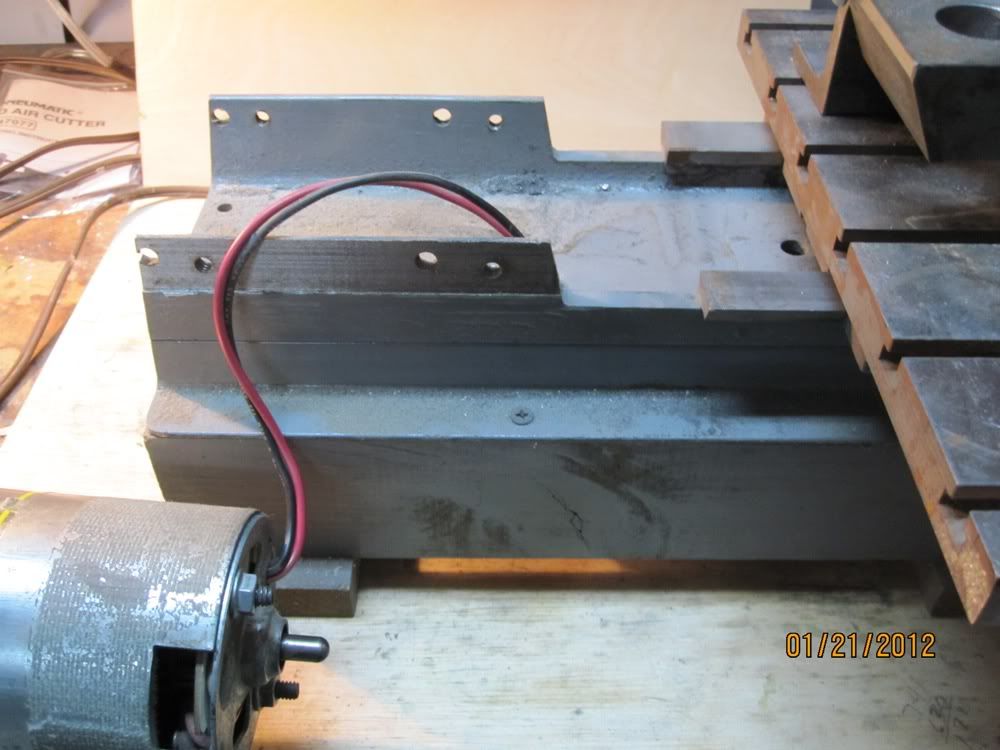
Here you can see the 1/4" thick angle iron I added to the side for mounting the vertical column which will carry the motor. The angle iron has two slots that allow it to slide forward and back by about 2 3/8" inches which will give me more or less overhang over the table.

More pictures to come...
Chuck

And here are some more pictures as I'm tearing it down...
It's made from 4" channel iron and a 5,000 RPM treadmill duty motor with a variac to adjust the speed. I rebuilt the front bearing carrier on the motor from aluminum to increase the accuracy and seal the motor from grinding dust. There is no air flow through the motor but so far it has never overheated. The motor has ball bearings on front and back and runs very quietly with virtually no vibration. I rarely run it more than half speed and have never put any appreciable load on it. I have several spindle attachments for it that allows me to use an assortment of different grind stones.
The grinder has served me well and is reasonably accurate, but is somewhat deficient in user friendlieness. The motor is fixed solidly to the frame and all angle and height adjustments must be made on the work holder attached to the table. I've long been contemplating modifications which would let me adjust the height of the spindle as well as the overhang of the grind stone over the table. So, that's what this thread is about.
Here you can see the 1/4" thick angle iron I added to the side for mounting the vertical column which will carry the motor. The angle iron has two slots that allow it to slide forward and back by about 2 3/8" inches which will give me more or less overhang over the table.
More pictures to come...
Chuck
Last edited by a moderator:




") I am working on an idea for a tool grinder made with a Harbor Freight 3in1 mill/lathe I picked up cheap. I felt that it would cover vertical & horizontal position of the grind wheel
I am working on an idea for a tool grinder made with a Harbor Freight 3in1 mill/lathe I picked up cheap. I felt that it would cover vertical & horizontal position of the grind wheel