




It may be weird, but I like reading about the mishaps. That probably says a lot about me, so I thought that as a compensation I should at least do a write-up when it happened to me.
So I have watched the nice hex and square collet blocks for a while, and I wanted one as well. Though I did not want to spend the money for a full set of the associated collets. I decided to make one for the collets that I have (forgot the actual designation just now). It also means I can use the existing closing nut which is a bit too complicated for me (I hope it will not be in the future though).
Found a suitable size of mystery steel. Setting up the RT in horizontal position (first time for me) was not that complicated with a pointed pin in the vice. At least for the amount of use it would get, I am not going to buy a dedicated "tailstock" (I am not sure it is the right word - I suppose you understand what I mean) for it. Height was adjusted by moving left/ right with a DTI in the spindle.

Here I had just finished the hex part (rough, just needing a little shave to reduce surface roughness). I decided to make a 12 sided version so that I could choose between square and hex usage. This of course reduces the angular accuracy a bit, but I will mostly be using this thing for making hex screw heads - so no high accuracy needed.
I should have paid more attention however. I noticed that the cutter moved down by itself:
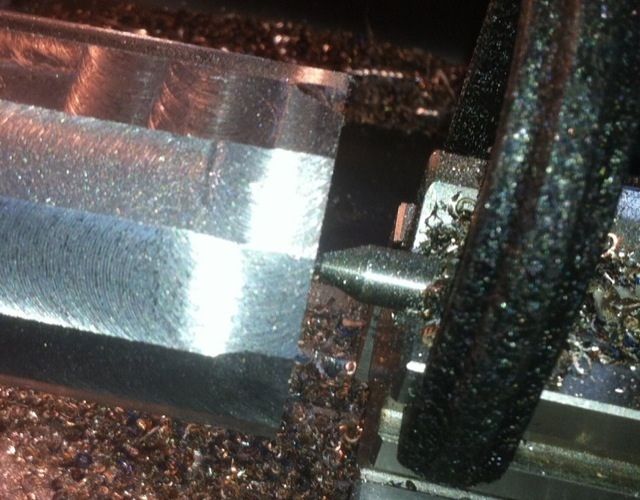
It can be seen by from the slight waviness of the edges. I tightened the collet even more, and went on.
Then minor mishap: cutter dug in by 0.5 mm. It was also clear now what happened:Mill head obviously just rotated.
Lesson learned: when it seems something is loose, it is. Make sure you find it!
Otherwise, I learned that I need to really tighten the head. I had noticed that the larger cutters (which is for me 12 mm or more) seemed to creep down, and now at least I know what it probably was.
By now the left hand side is too small by 1-2 mm to make the thread.I am not sure whether I will use this piece to do a trial run for the other operations (large external thread, internal taper matching the collet) as there is still ~20 mm length left with a large diameter. I still want to make this collet block, but it may take a while before I find the right size metal.
Henk
So I have watched the nice hex and square collet blocks for a while, and I wanted one as well. Though I did not want to spend the money for a full set of the associated collets. I decided to make one for the collets that I have (forgot the actual designation just now). It also means I can use the existing closing nut which is a bit too complicated for me (I hope it will not be in the future though).
Found a suitable size of mystery steel. Setting up the RT in horizontal position (first time for me) was not that complicated with a pointed pin in the vice. At least for the amount of use it would get, I am not going to buy a dedicated "tailstock" (I am not sure it is the right word - I suppose you understand what I mean) for it. Height was adjusted by moving left/ right with a DTI in the spindle.

Here I had just finished the hex part (rough, just needing a little shave to reduce surface roughness). I decided to make a 12 sided version so that I could choose between square and hex usage. This of course reduces the angular accuracy a bit, but I will mostly be using this thing for making hex screw heads - so no high accuracy needed.
I should have paid more attention however. I noticed that the cutter moved down by itself:

It can be seen by from the slight waviness of the edges. I tightened the collet even more, and went on.
Then minor mishap: cutter dug in by 0.5 mm. It was also clear now what happened:Mill head obviously just rotated.

Lesson learned: when it seems something is loose, it is. Make sure you find it!
Otherwise, I learned that I need to really tighten the head. I had noticed that the larger cutters (which is for me 12 mm or more) seemed to creep down, and now at least I know what it probably was.
By now the left hand side is too small by 1-2 mm to make the thread.I am not sure whether I will use this piece to do a trial run for the other operations (large external thread, internal taper matching the collet) as there is still ~20 mm length left with a large diameter. I still want to make this collet block, but it may take a while before I find the right size metal.
Henk