




BobWarfield
Well-Known Member
- Joined
- Dec 27, 2007
- Messages
- 1,151
- Reaction score
- 1
This is probably not strictly a CNC thing, but I discovered it CNC'ing. I was working on parts for Team Build 2, the Comber Rotary. I'm doing bearing blocks. Here are two proto-blocks (not ready for production!):
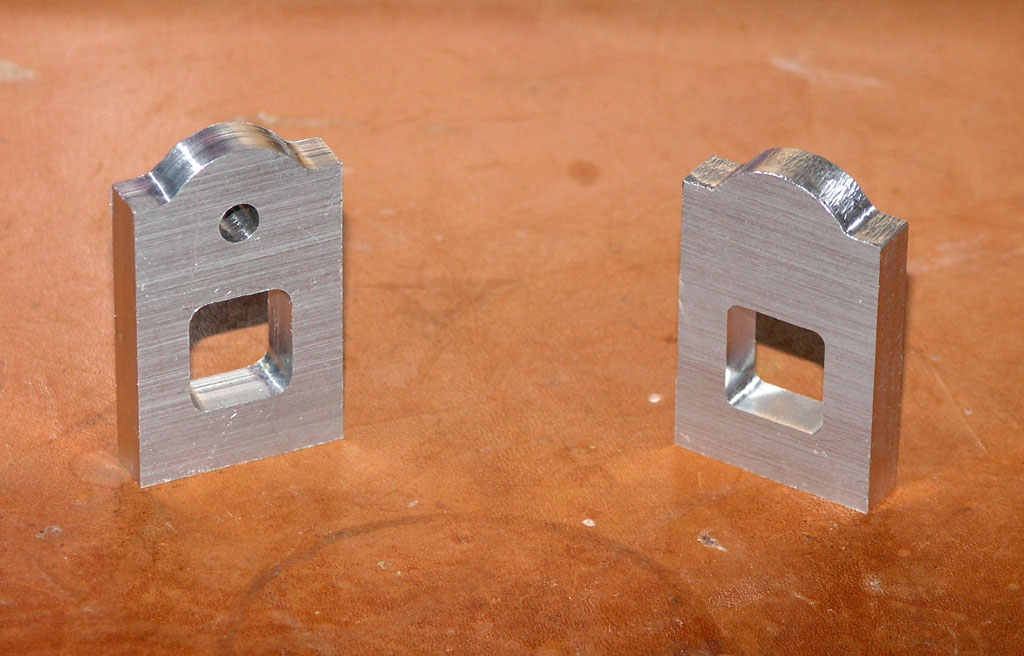
I got to measuring the parts and discovered they were off by several thou in various odd ways. Eventually I wrote it all down and looked for patterns. The outside profile was too big and the inside pocket was too small. A little later it dawned on me and I went off to mic the diameter of my endmill.
I was expecting 3/16" or 0.1875". Instead I had 0.1837", which looks to me like would account for most of my errors. Gotta run the part and try again, but I was surprised at how far out that endmill was.
Cheers,
BW
I got to measuring the parts and discovered they were off by several thou in various odd ways. Eventually I wrote it all down and looked for patterns. The outside profile was too big and the inside pocket was too small. A little later it dawned on me and I went off to mic the diameter of my endmill.
I was expecting 3/16" or 0.1875". Instead I had 0.1837", which looks to me like would account for most of my errors. Gotta run the part and try again, but I was surprised at how far out that endmill was.
Cheers,
BW
")