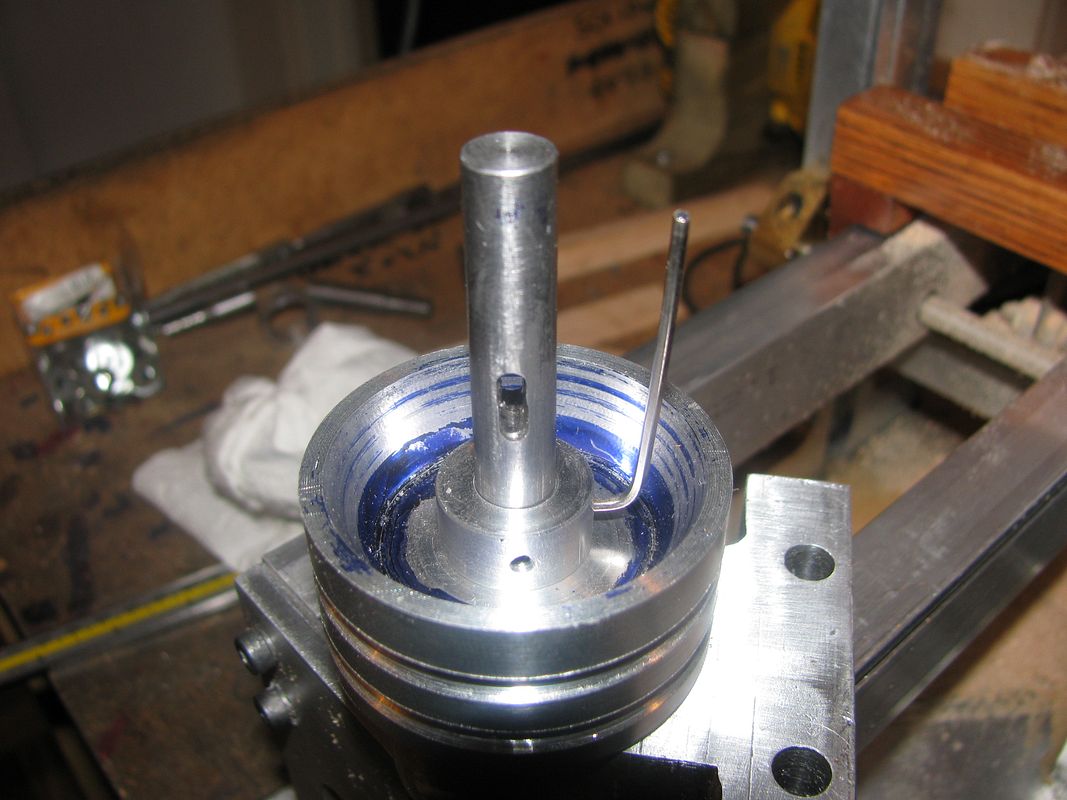
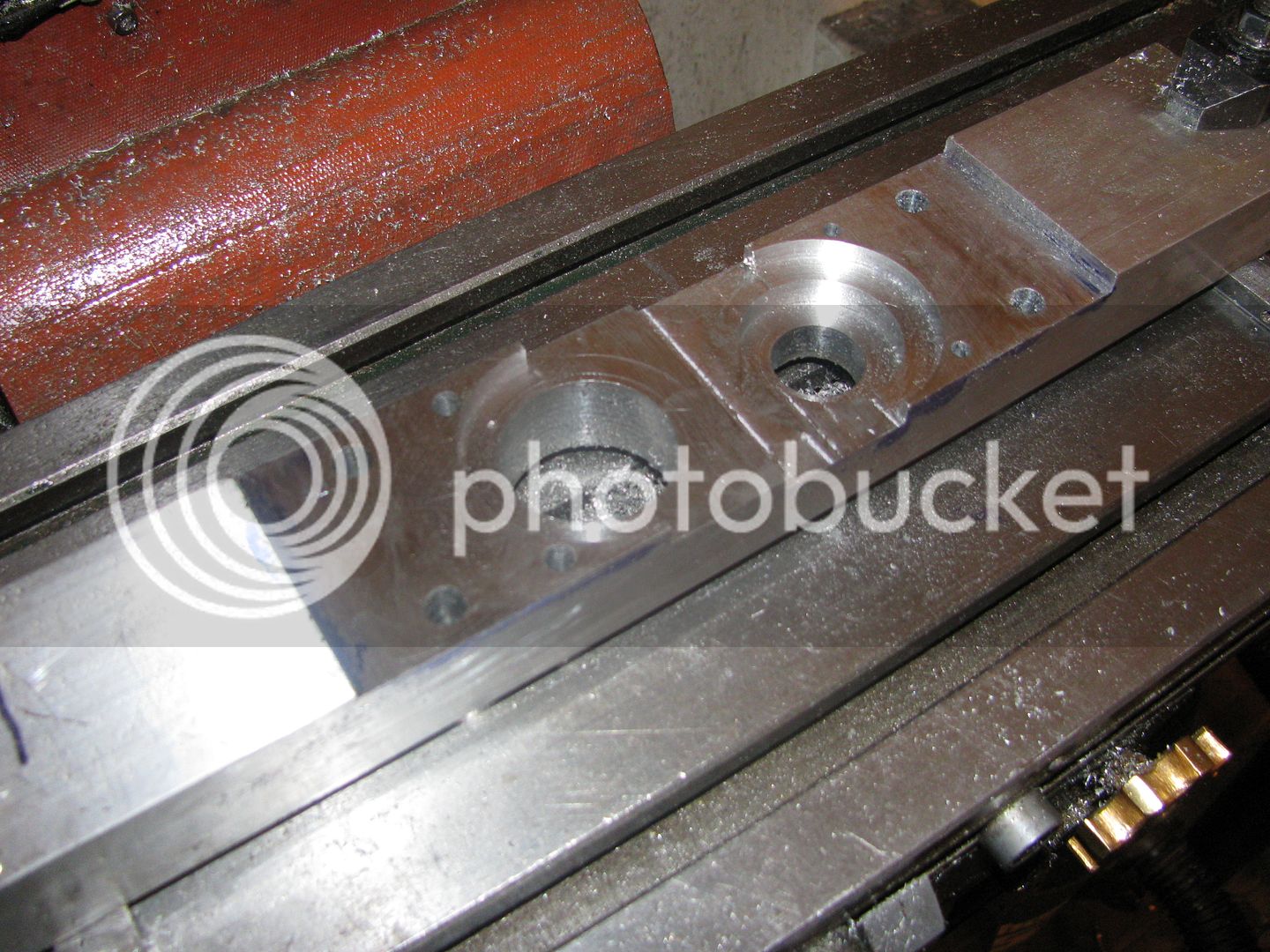
looking at the pattern of dye marks in the femeale cone, of the same "thead" than the top slide screw I bet, a setting of the top slide will reduce this wobbling, if the slides are worn regularly along their ways... turning a morse cone in my lathe is now impossible without a major overhaul of the topslide, someday, but morse cone are not that expensive...
Cheers
I'm fond of yours thread, all of them, awsome engines.








")