Kaleb
Senior Member
- Joined
- Jan 3, 2010
- Messages
- 272
- Reaction score
- 27
If you haven't heard how this engine came to my workshop, you can read about it here: http://www.homemodelenginemachinist.com/showthread.php?t=27760
Long story short, it actually belongs to a man in Ballarat, and was damaged in a fire.

I originally had no idea what model this engine was, except that it was a Marklin, but a contact of mine managed to identify it as either a 4148 or 4149. Does anyone know which of those two this one is, or what the differences between the two models are? Either way, I will need some assistance as a number of parts are missing, which I will be making myself as I believe spares for these engines are as rare as hen's teeth.

The engine in the workshop about to be stripped down

Boiler and firebox removed. The yellow-brown patch is some kind of plastic that melted in the fire.

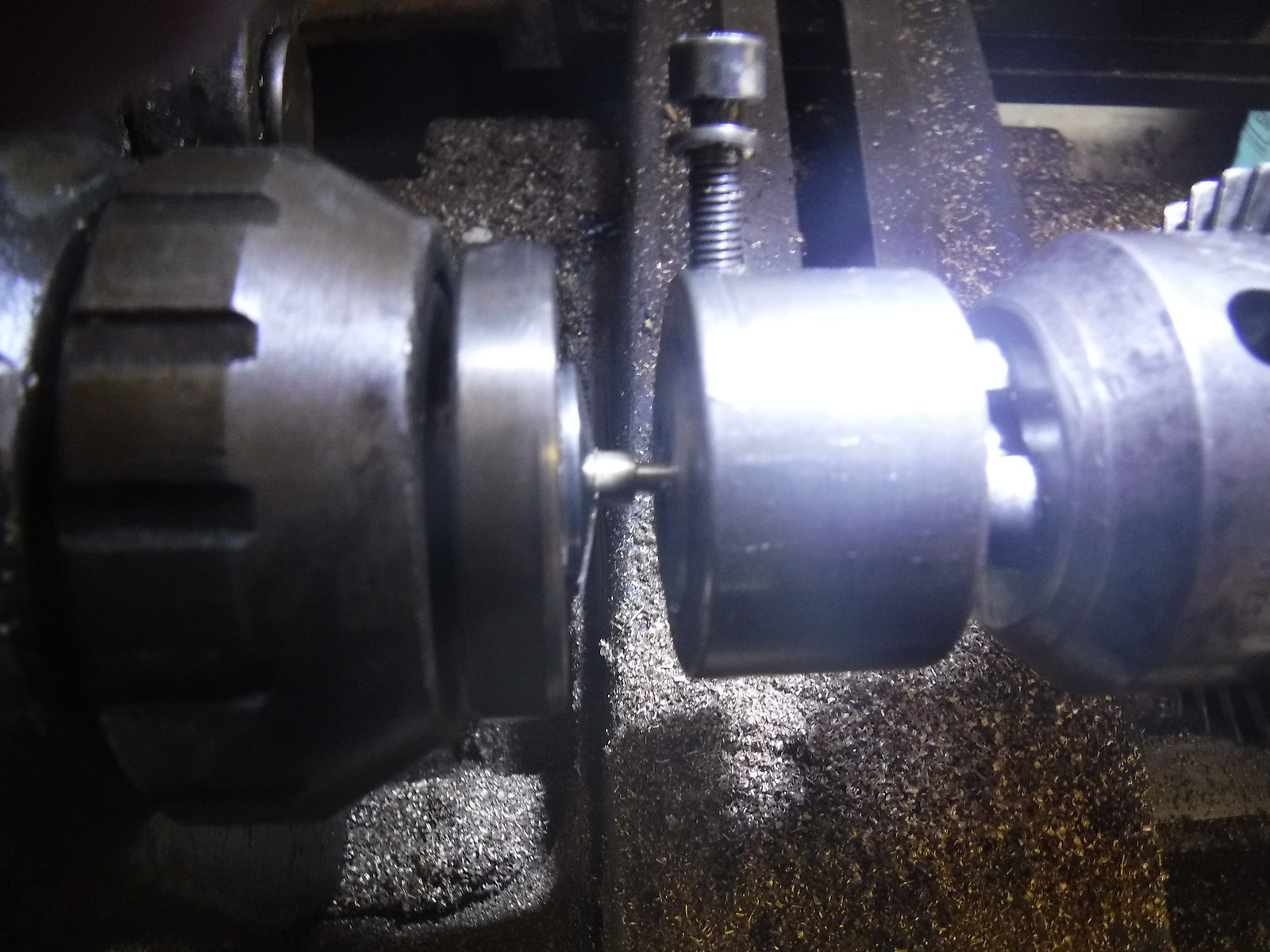
De-soldering the steam pipe from the engine.


The base with everything removed. Not sure what to do about that ugly cut-out on the firebox side. Maybe I could try and solder a backing plate in to hold the cut piece in position? The corner braces were soldered in, so it is definitely doable in theory, though the fire could well have damaged the plating since tin melts somewhere around 250-300 degrees, similar to lead's melting point. However the plating may have survived in some areas, suggested by an apparent lack of rust beneath the scorched remains of the old paint.

With the firebox removed, I discovered this hideous looking patch behind the chimney base held with tek screws (normally used for holding down corrugated iron roofing). I see some evidence of rust problems that predate the fire, which I'll bet is the reason it was patched. This is how NOT to patch up the firebox on your steam engine. I'll definitely be doing something about this bodge job.

One feature which I believe (though I may well be wrong here) is unique to Marklin is the boiler. At first glance it looks like a regular pot boiler, until you look at it from underneath...

At which point you will realise it has a single short flue at the chimney end. Is this kind of boiler unique to Marklin, or were other manufacturers using it at some point? I believe Marklin did this to improve the steam-raising abilities of their larger boilers, as this design, unlike a pot boiler, has a draught through that flue.
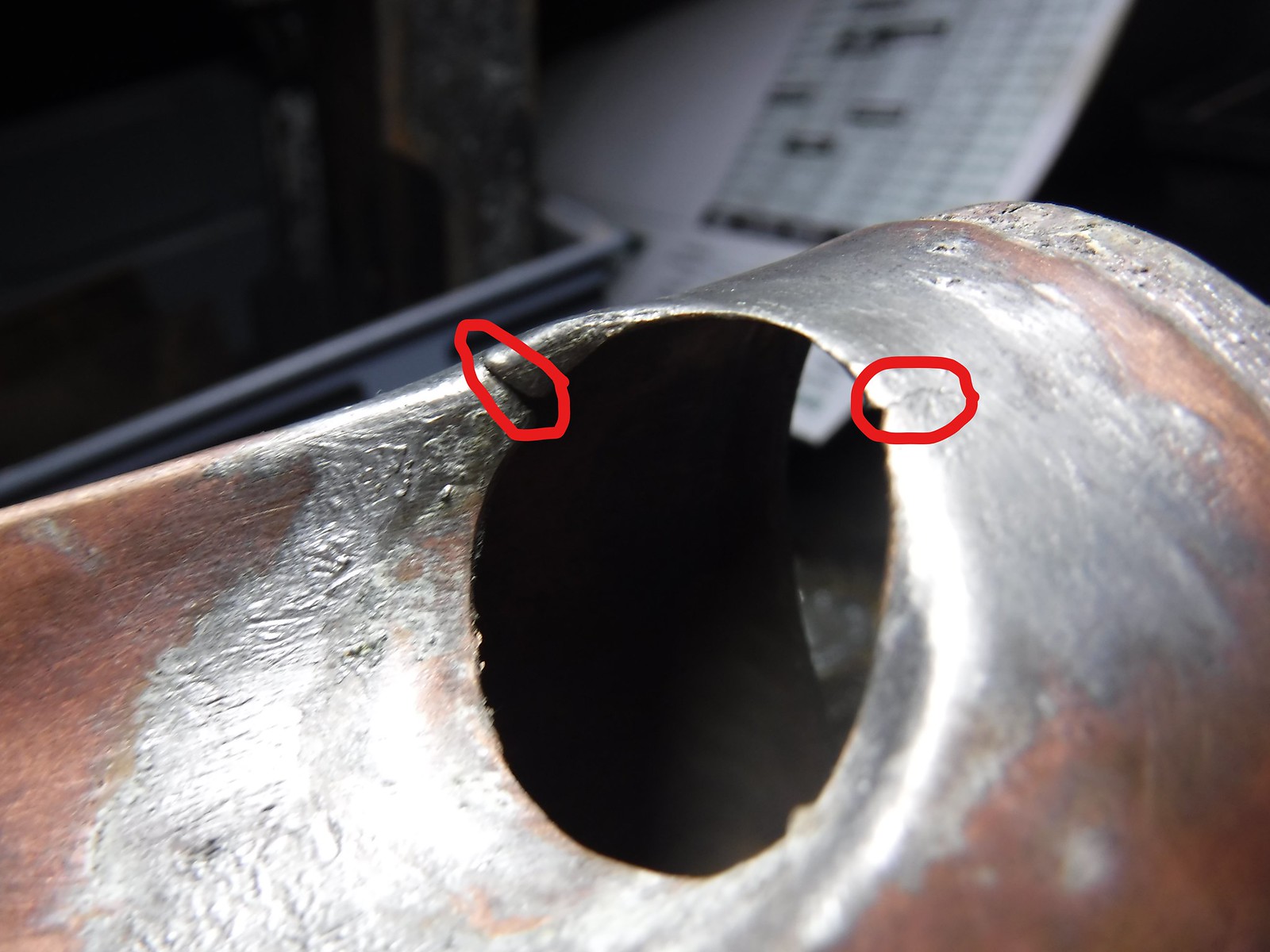
This boiler needs a fair bit of work, as the solder had melted off most of the bushings, and I also discovered a total of three cracks in the bottom; two right next to the flue and one directly opposite to it at the sight glass end. I believe the sharp bends in the boiler barrel are a weak spot, as these creases have a lot more strain on them than the rest of the barrel. However, I do have a solution to this problem, which I will elaborate on as work progresses.
That's about it for now. If anyone can provide information on how things are supposed to look on one of these engines, please let me know.
Long story short, it actually belongs to a man in Ballarat, and was damaged in a fire.
I originally had no idea what model this engine was, except that it was a Marklin, but a contact of mine managed to identify it as either a 4148 or 4149. Does anyone know which of those two this one is, or what the differences between the two models are? Either way, I will need some assistance as a number of parts are missing, which I will be making myself as I believe spares for these engines are as rare as hen's teeth.
The engine in the workshop about to be stripped down
Boiler and firebox removed. The yellow-brown patch is some kind of plastic that melted in the fire.
De-soldering the steam pipe from the engine.
The base with everything removed. Not sure what to do about that ugly cut-out on the firebox side. Maybe I could try and solder a backing plate in to hold the cut piece in position? The corner braces were soldered in, so it is definitely doable in theory, though the fire could well have damaged the plating since tin melts somewhere around 250-300 degrees, similar to lead's melting point. However the plating may have survived in some areas, suggested by an apparent lack of rust beneath the scorched remains of the old paint.
With the firebox removed, I discovered this hideous looking patch behind the chimney base held with tek screws (normally used for holding down corrugated iron roofing). I see some evidence of rust problems that predate the fire, which I'll bet is the reason it was patched. This is how NOT to patch up the firebox on your steam engine. I'll definitely be doing something about this bodge job.
One feature which I believe (though I may well be wrong here) is unique to Marklin is the boiler. At first glance it looks like a regular pot boiler, until you look at it from underneath...
At which point you will realise it has a single short flue at the chimney end. Is this kind of boiler unique to Marklin, or were other manufacturers using it at some point? I believe Marklin did this to improve the steam-raising abilities of their larger boilers, as this design, unlike a pot boiler, has a draught through that flue.
This boiler needs a fair bit of work, as the solder had melted off most of the bushings, and I also discovered a total of three cracks in the bottom; two right next to the flue and one directly opposite to it at the sight glass end. I believe the sharp bends in the boiler barrel are a weak spot, as these creases have a lot more strain on them than the rest of the barrel. However, I do have a solution to this problem, which I will elaborate on as work progresses.
That's about it for now. If anyone can provide information on how things are supposed to look on one of these engines, please let me know.