




- Joined
- Feb 17, 2008
- Messages
- 2,326
- Reaction score
- 440
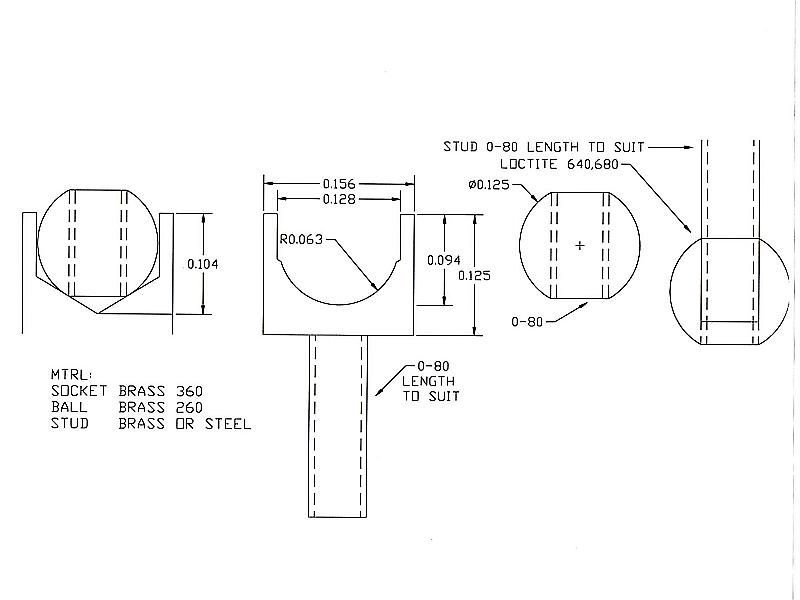
One of our members is currently building Elmer's #34, Cross Twin Engine. One of the few places that Elmer ever had a design flaw was in the valve linkage of this engine. The valve link connects two parts rotating through an substantual angle at 90 degrees to each other. With a pin at each end the link bar must bend if the pins are close fitting or if the holes are made oversize there is considerable play in the linkage at mid valve position. I did not find either method very acceptable so ball joints were made. I have since used them for several other linkages.
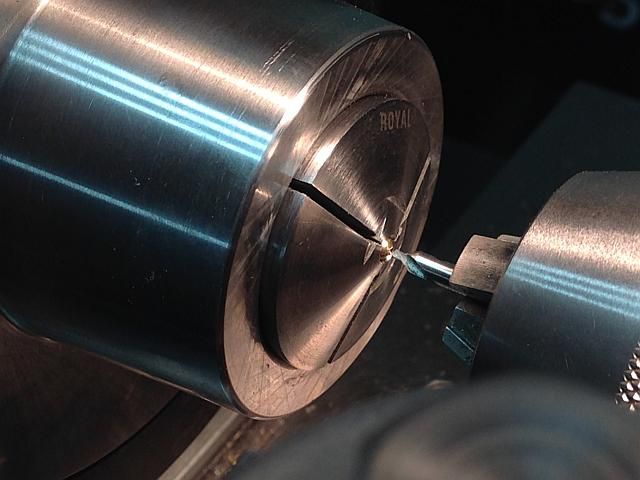
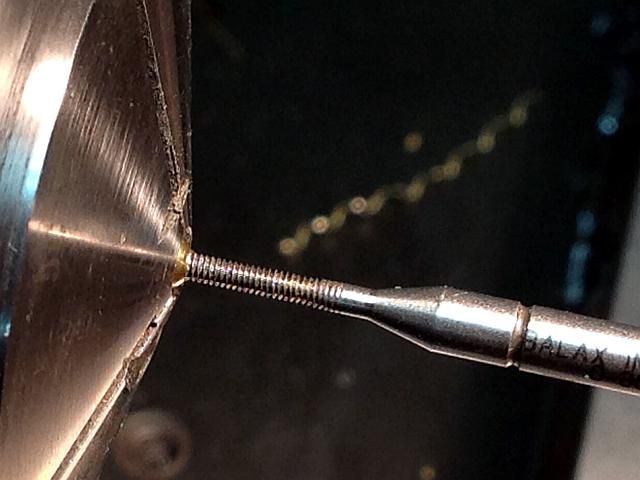
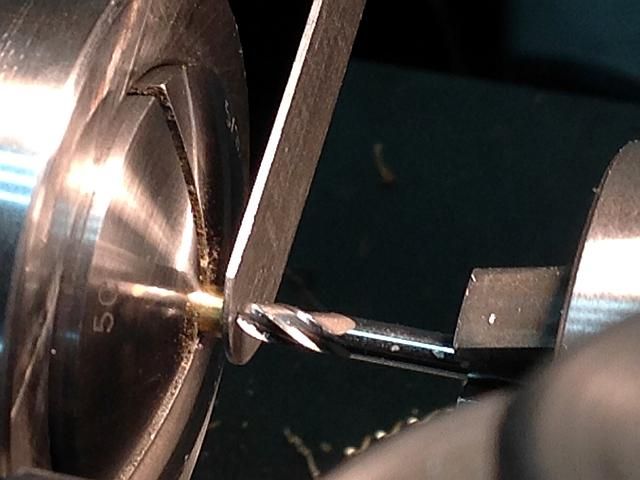
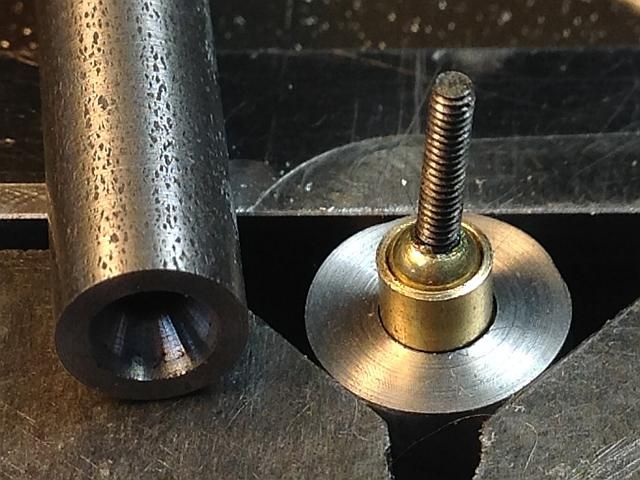
Here are photos of the Cross Twin Engine link ends. This engine was built over 20 years ago and my workmanship has improve some since then but you can see the problem. For size reference, the threaded sections are 0-80. In the first photo you can see the half hole remains of the original hole for the pin used in Elmer's linkage as built according to plan and then replaced.



Here are photos of the Cross Twin Engine link ends. This engine was built over 20 years ago and my workmanship has improve some since then but you can see the problem. For size reference, the threaded sections are 0-80. In the first photo you can see the half hole remains of the original hole for the pin used in Elmer's linkage as built according to plan and then replaced.
Last edited:








")