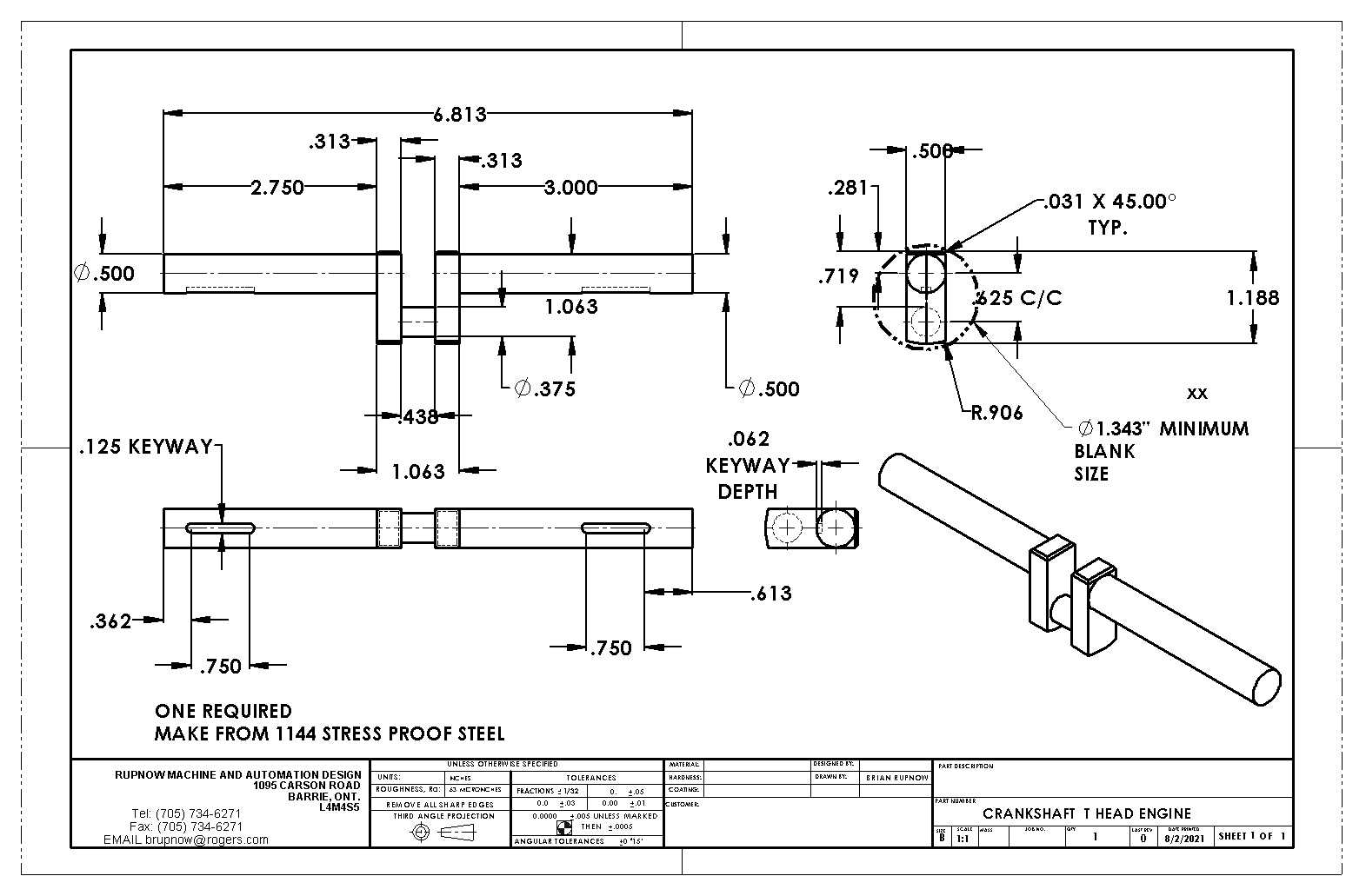
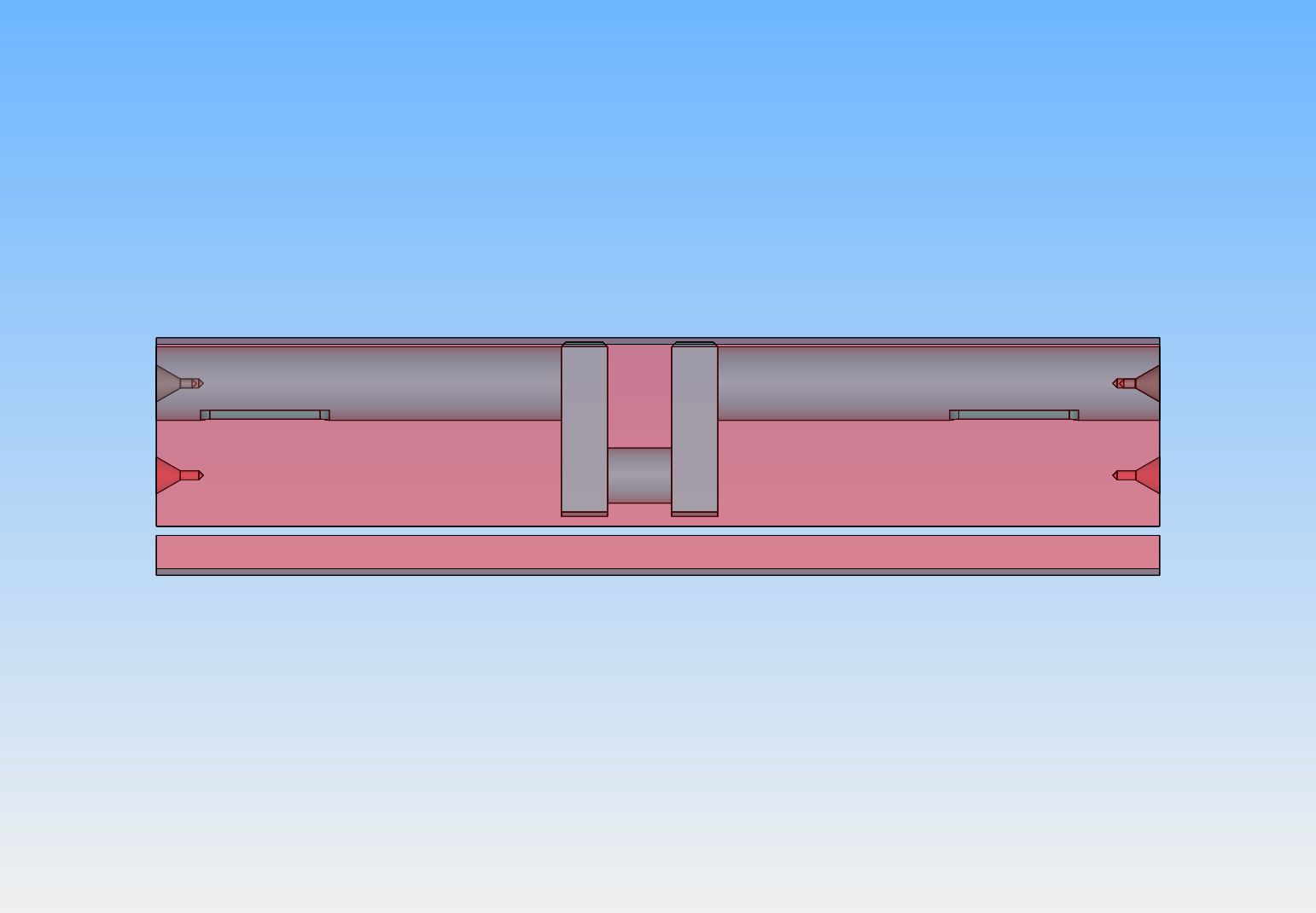
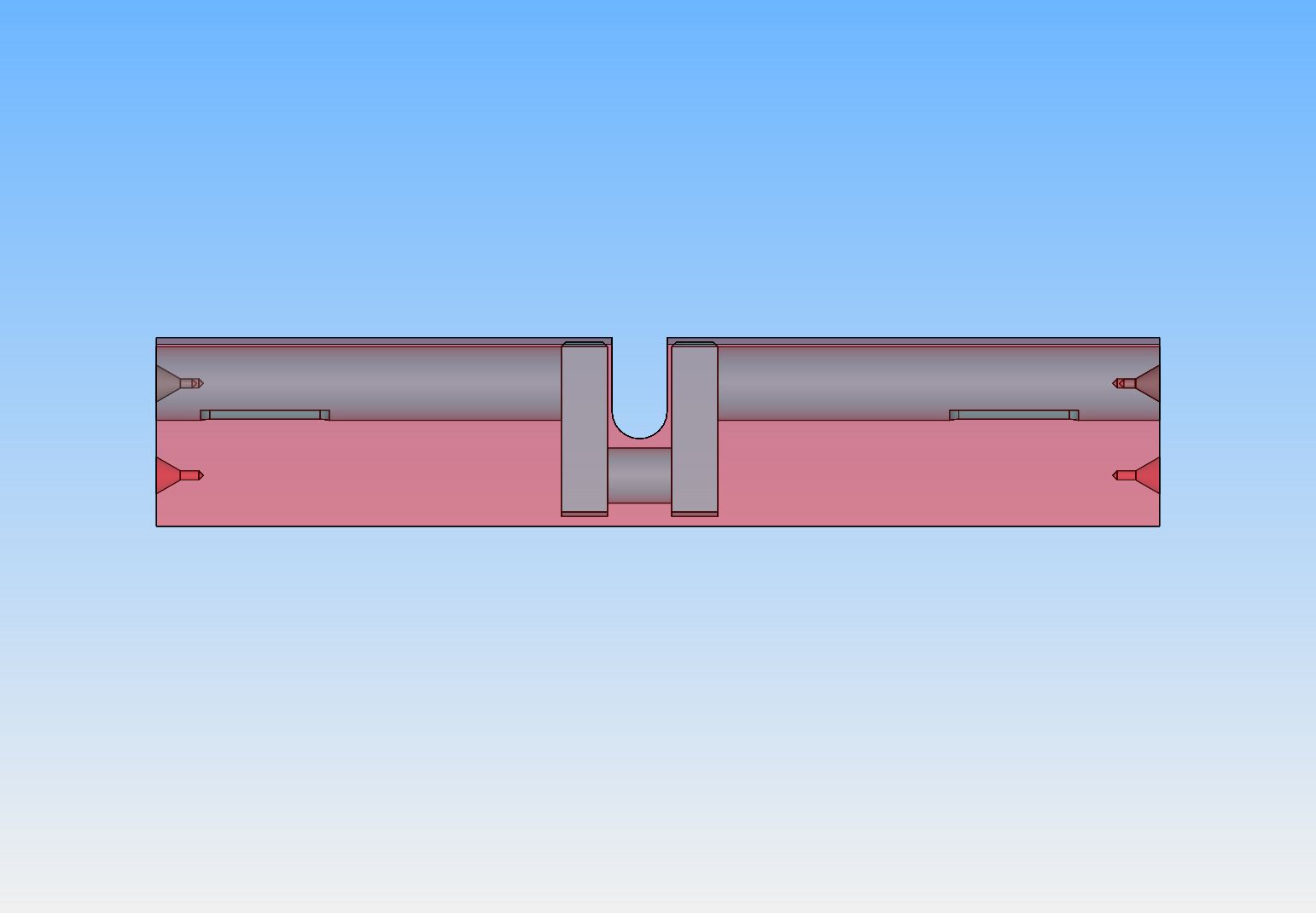
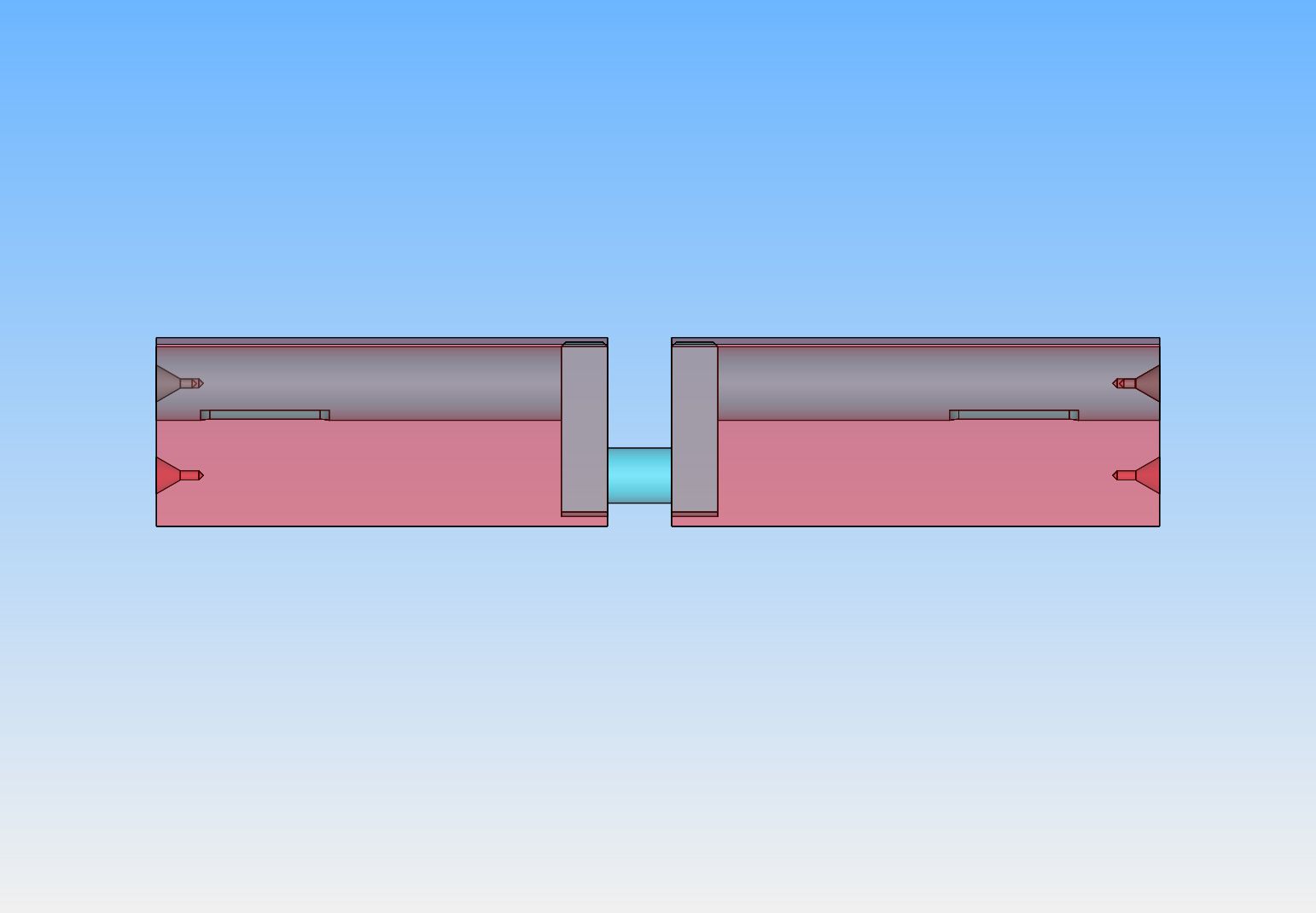
All of our engines need a crankshaft. Crankshafts can be machined in one piece, or built up from separate sections of steel press fitted or Loctited and pinned together. If you do build a crankshaft and it is "true" with little run-out, then your flywheels won't wobble when the engine runs. I now build one piece crankshafts from 1144 stress proof steel, because it is very stable and will not change shape as it is machined. One piece crankshafts can be made from mild steel, or even from cold rolled steel, but as the metal is machined and internal stresses are relieved, they tend to end up changing shape as they are machined, and will not run true.

Making a one piece crankshaft from 1144 stress proof steel
- Thread starter Brian Rupnow
- Start date