lordedmond
Well-Known Member
- Joined
- Apr 6, 2010
- Messages
- 239
- Reaction score
- 0
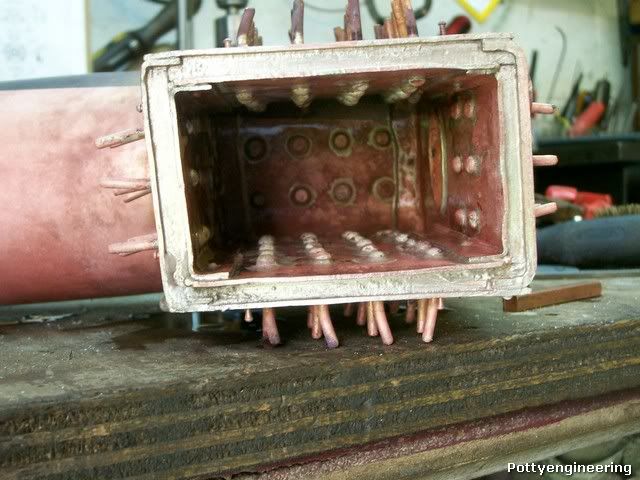
LBSC did not use bushes on his/her boilers they where just screwed into the copper and soft solder run round to seal, as we now have to use bushes problems occur.
he/she did not lag the boilers at all , which causes problems with the smoke box dia , no room for lagging , I have mentioned before that the Doris drawings are also flawed with the longitudinal stays lower than the fire box crown.
If you are doing another back head plate lower the clacks below the fire box door and you will gain more room
as to Martin Evans he was no better than LBSC his drawings are full on errors parts that foul ect , the fitting he as quoted will be his standard ones
As a side note I wonder how many of the designs were actually built by the designers given the amount that they produced and the length of time it takes to complete the builds, I believe that they only built the mock up for the "new" bits for each one
I quote from one source " this part may be tricky to machine " read impossible
The nearest boiler part that had me stumped for a while was on Didcot ( 14xx) a 1 inch long bush with a 3/16 hole through it , but then machine a 'O' ring grove half way down the hole ( it is possible and it did not leak ) it was for the regulator shaft
Keep up the good work/problem solving Stew
Stuart
he/she did not lag the boilers at all , which causes problems with the smoke box dia , no room for lagging , I have mentioned before that the Doris drawings are also flawed with the longitudinal stays lower than the fire box crown.
If you are doing another back head plate lower the clacks below the fire box door and you will gain more room
as to Martin Evans he was no better than LBSC his drawings are full on errors parts that foul ect , the fitting he as quoted will be his standard ones
As a side note I wonder how many of the designs were actually built by the designers given the amount that they produced and the length of time it takes to complete the builds, I believe that they only built the mock up for the "new" bits for each one
I quote from one source " this part may be tricky to machine " read impossible
The nearest boiler part that had me stumped for a while was on Didcot ( 14xx) a 1 inch long bush with a 3/16 hole through it , but then machine a 'O' ring grove half way down the hole ( it is possible and it did not leak ) it was for the regulator shaft
Keep up the good work/problem solving Stew
Stuart