- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
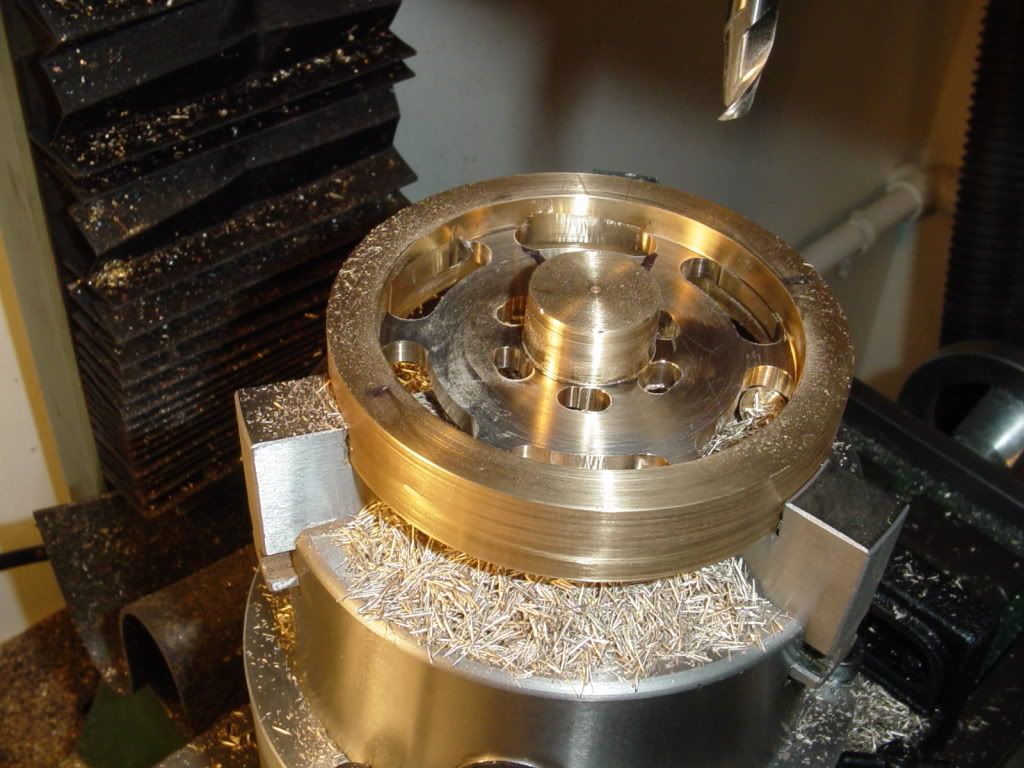
Regardless of how you make the cuts, it is crucial to get both the RT and the flywheel blank centered over the spindle first.
On mine I centered the RT using a DTI and indicating the inner hole. I was told that this more accurate than using the outer rim of the RT. Zero your dials/DRO once this is done and don't change them until the entire piece is finished.
To center my flywheel on the RT, I first drilled and reamed the center hole. I then mounted a drill or mill of the same size in the spindle, pushed it through the blank center hole, and then lowered the spindle and blank onto the RT where I could clamp it down. You can verify that all is centered by then rotating the wheel around the drill/mill; should be no binding.
For moving the tool to do the cuts, I found using the Y-axis to give better visibility.
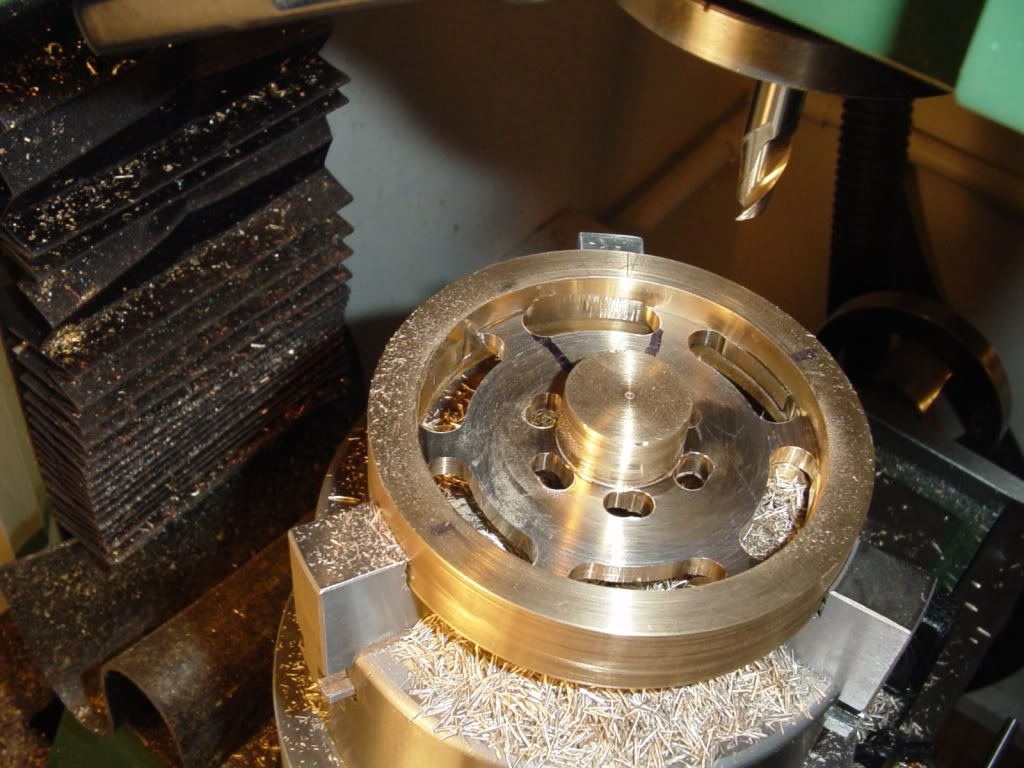
On mine I centered the RT using a DTI and indicating the inner hole. I was told that this more accurate than using the outer rim of the RT. Zero your dials/DRO once this is done and don't change them until the entire piece is finished.
To center my flywheel on the RT, I first drilled and reamed the center hole. I then mounted a drill or mill of the same size in the spindle, pushed it through the blank center hole, and then lowered the spindle and blank onto the RT where I could clamp it down. You can verify that all is centered by then rotating the wheel around the drill/mill; should be no binding.
For moving the tool to do the cuts, I found using the Y-axis to give better visibility.