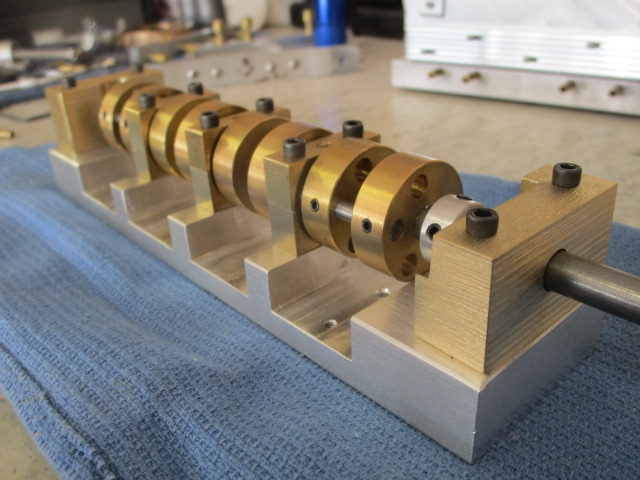
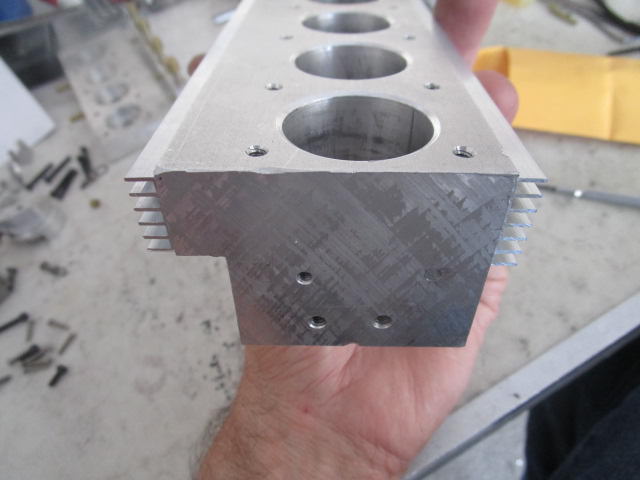
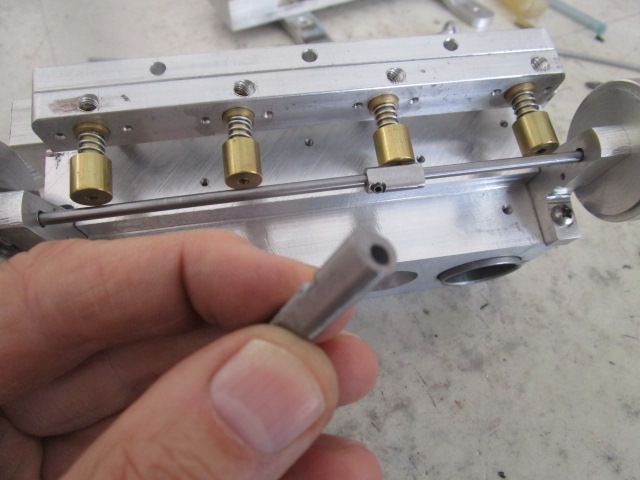
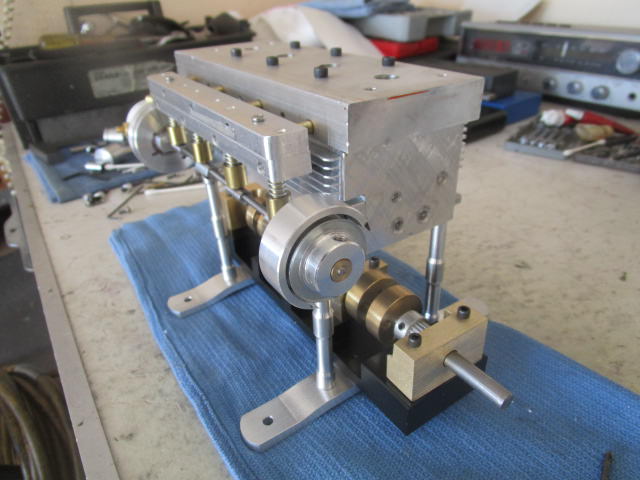
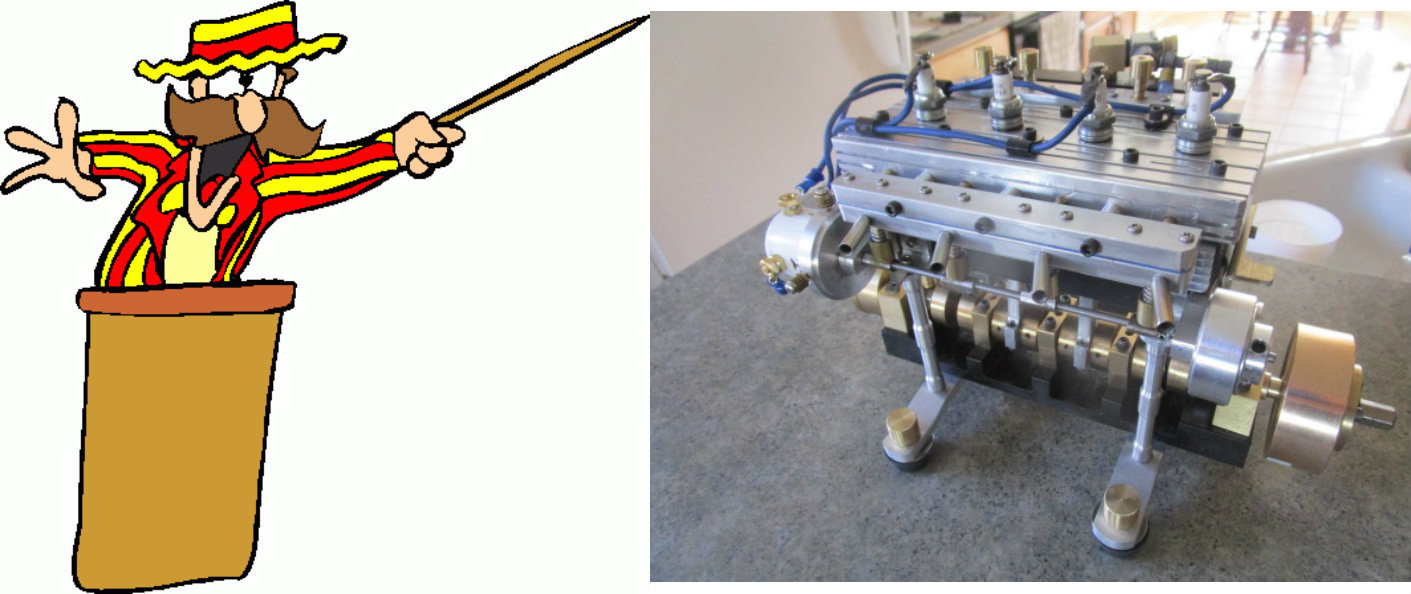
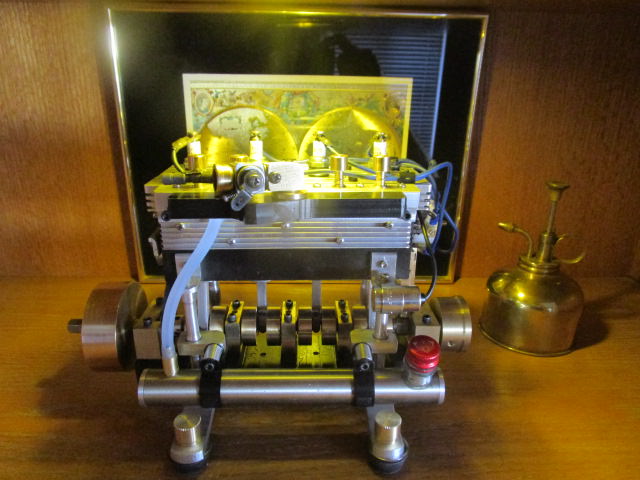
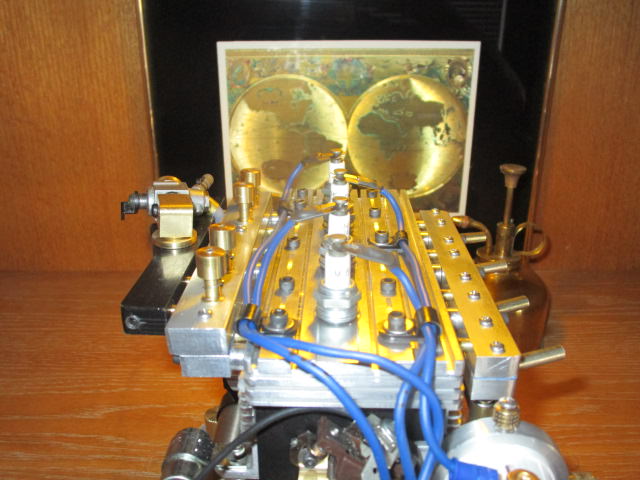
Flathead engines, an old design from the onset of internal combustion. Most notable characteristic is its cylinder head with nothing more than the spark plugs rising up from its surface. No camshaft or rocker arm assembly on top, its low profile stance calls attention to its named type. Valves in block along side the cylinders furnish the breathing.....except in this example! ") -\ ...where did you put those valves Longboy?)
-\ ...where did you put those valves Longboy?)
The Best Friend Four story starts this weekend.

-\ ...where did you put those valves Longboy?) The Best Friend Four story starts this weekend.