- Joined
- Feb 17, 2008
- Messages
- 2,326
- Reaction score
- 440
NOTICE: A COMPLETE REDRAW WAS DONE WITH MANY CHANGES MADE ON 12/30/09. ALL THE DRAWINGS IN POSTS 1 & 2 HAVE BEEN UPGRADED TO THIS VERSION 2. CONSTRUCTION OF PARTS THAT HAVE MAJOR CHANGES IN THEM BEGINS AT POST #162 AS WELL AS ALL DIALOG REGARDS VERSION 2.
With the PMC IMP project complete I started sketching on a new engine. This one is an original design and all drawings for Lobo Pup Twin will be published in this thread. This will simplify the Work In Progress descriptions as I had to use a lot of text on the IMP project as the drawings were not available for free download. The drawings will be attached as PDF documents on the first three posts of this thread. It takes three posts because of the attachment limitations of this site.
Since this engine has not been built, there will be revisions to the drawings as the build progresses. A record of these changes will be documented in these first three posts as the drawings are updated. The initial release of each drawing will have a REV of --, and later revisions will be A,B......
There are sure to be revisions. I am not a great draftsman, so I know there will be omissions and errors. I have done enough drawings and engine designs that I do not expect that there will be a lot of these. I expect the engine to run as I have not had one of my engine designs that did not run, at least not in the last 15 years or so. Some did take a bit of tinkering however.
After the build is complete, the drawings will be available in DWG or DXF format for anyone who might be interested in using them in CAD to modify for their own purposes.
The drawings carry a copyright notice with the copyright released to the public domain for non-commercial purposes. This means that you can copy, modify, distribute or publish as long as there is no charge or profit from doing so. The only purpose for this copyright is to discourage people from selling copies of them.
Because many of the techniques used for construction as the same or similar to those used on the PMC IMP I will probably make reference to the posts there. This just because I am lazy and would rather build than type. The link to the main thread is:
http://www.homemodelenginemachinist.com/index.php?topic=4422.0
but if I make reference to anything I will provide a direct link to the post involved.
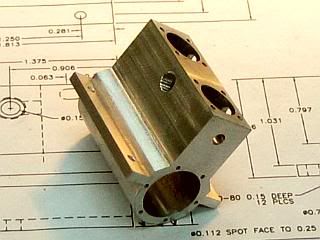
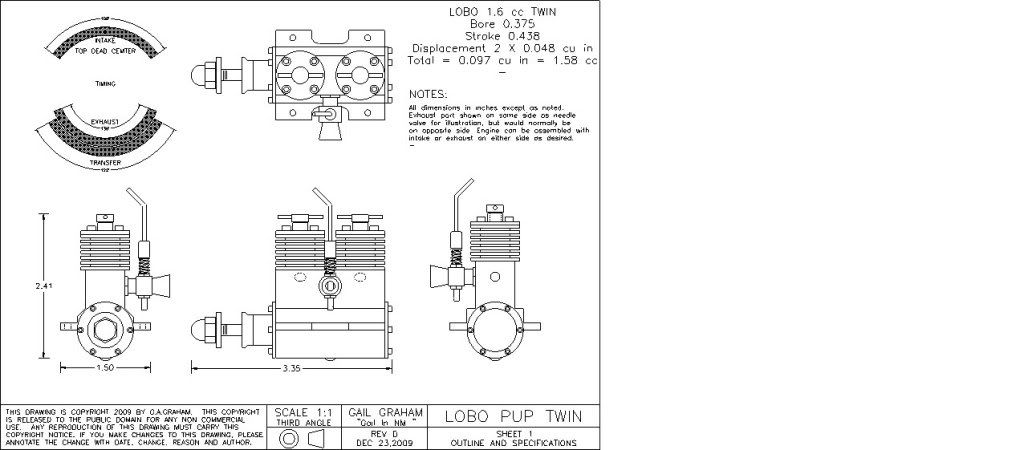
The general specification can be seen in the following photo. It is the same as Page1.pdf that is attached.
Pages 1 to 4 are attached to this post. Pages 5 to 8 are attached to the next post.
Gail in NM
View attachment Sheet1E.pdf
View attachment Sheet2E.pdf
View attachment Sheet3E.pdf
View attachment Sheet4E.pdf
With the PMC IMP project complete I started sketching on a new engine. This one is an original design and all drawings for Lobo Pup Twin will be published in this thread. This will simplify the Work In Progress descriptions as I had to use a lot of text on the IMP project as the drawings were not available for free download. The drawings will be attached as PDF documents on the first three posts of this thread. It takes three posts because of the attachment limitations of this site.
Since this engine has not been built, there will be revisions to the drawings as the build progresses. A record of these changes will be documented in these first three posts as the drawings are updated. The initial release of each drawing will have a REV of --, and later revisions will be A,B......
There are sure to be revisions. I am not a great draftsman, so I know there will be omissions and errors. I have done enough drawings and engine designs that I do not expect that there will be a lot of these. I expect the engine to run as I have not had one of my engine designs that did not run, at least not in the last 15 years or so. Some did take a bit of tinkering however.
After the build is complete, the drawings will be available in DWG or DXF format for anyone who might be interested in using them in CAD to modify for their own purposes.
The drawings carry a copyright notice with the copyright released to the public domain for non-commercial purposes. This means that you can copy, modify, distribute or publish as long as there is no charge or profit from doing so. The only purpose for this copyright is to discourage people from selling copies of them.
Because many of the techniques used for construction as the same or similar to those used on the PMC IMP I will probably make reference to the posts there. This just because I am lazy and would rather build than type. The link to the main thread is:
http://www.homemodelenginemachinist.com/index.php?topic=4422.0
but if I make reference to anything I will provide a direct link to the post involved.
The general specification can be seen in the following photo. It is the same as Page1.pdf that is attached.
Pages 1 to 4 are attached to this post. Pages 5 to 8 are attached to the next post.
Gail in NM
View attachment Sheet1E.pdf
View attachment Sheet2E.pdf
View attachment Sheet3E.pdf
View attachment Sheet4E.pdf











")