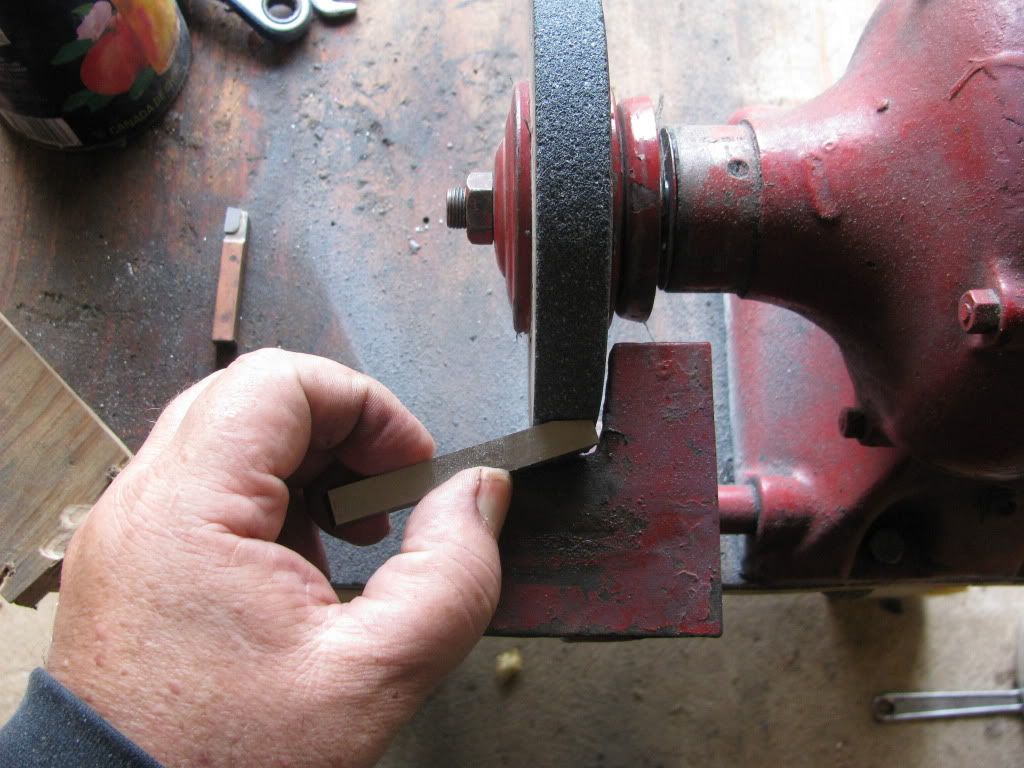
I may be opening a can of worms here, but---I am tired of the horrible finish I get with my cheap Chinese carbide lathe bits. I an beginning to do a bit of research on grinding my own lathe cutting tools from HSS. I have an old 3400 RPM dual end grinder that my father bought when the local blacksmith finally closed up shop.--You can see it in the attached picture, behind all the small engines (Its red). This grinder is a bit like me---its pretty damned old, but it still works good. In the picture it is set up with 8" diameter polishing buffs.
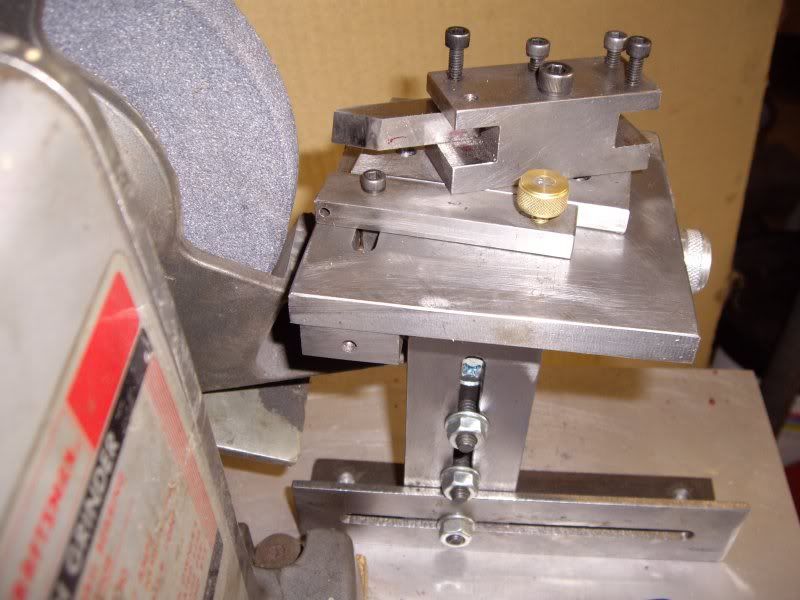
I am wondering about tool grinding jigs to ensure that I get the correct angles on the tools I grind, and sources of good information on grinding my own tools from HSS.----Brian

I am wondering about tool grinding jigs to ensure that I get the correct angles on the tools I grind, and sources of good information on grinding my own tools from HSS.----Brian


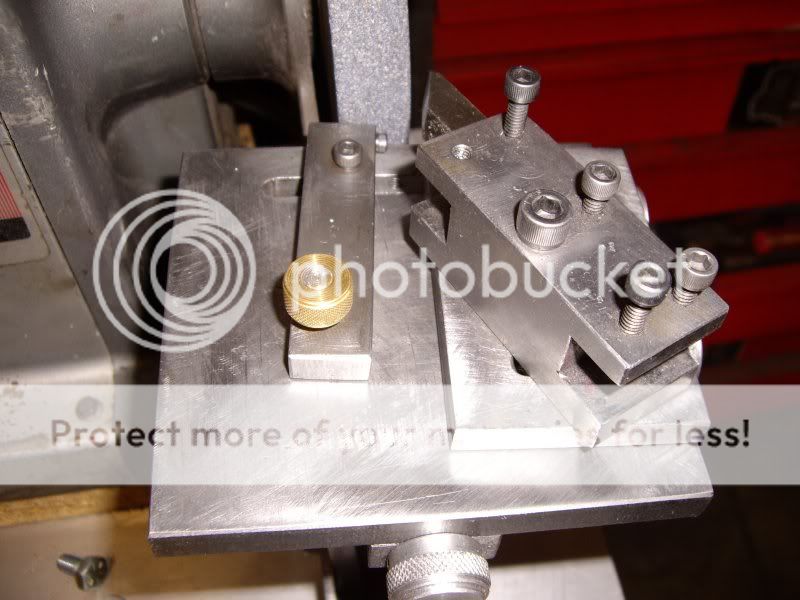
") ), was to paint the grinding rest with some layout fluid, and then scribe sets of parallel lines at the correct angles. That helped me keep things at the correct angle (or at least close enough).
), was to paint the grinding rest with some layout fluid, and then scribe sets of parallel lines at the correct angles. That helped me keep things at the correct angle (or at least close enough).