




If you have not lapped your cross slide or compound slide I 110% recommend that you do this. It is easy takes a few hours and makes a night and day difference in the performance.
Prior to performing the lapping job my slides would not move smoothly and had a jerky action during various parts of the travel. Every time I would adjust the slide gibs to remove the movement in the slides it was too difficult to turn the cross slides so I had to loosen them to get a decent movement but then the play was back in various places within the travel.
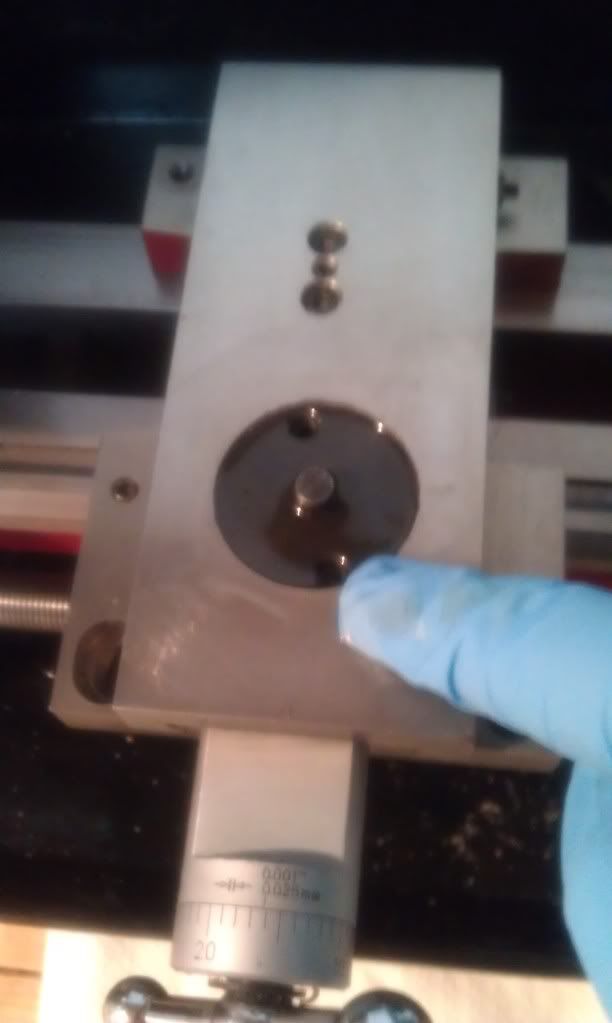
After I performed the lapping job and assembled the slides and set the gibs I went to move the slide and it moved so smoothly and with ease I thought I lapped to far or had the slide gibs to loose. I put a dial indicator on each slide and tried to move them and nothing no movement and yet I could easily move the slides with just my fingers (I have the feed screws out as one was bent and I am waiting for the new feed screw) it was such a nice change.
I will post some pictures of the steps.
Just to note: I read that most people use metal polish to perform this task but after several hours of lapping last night I gave up.
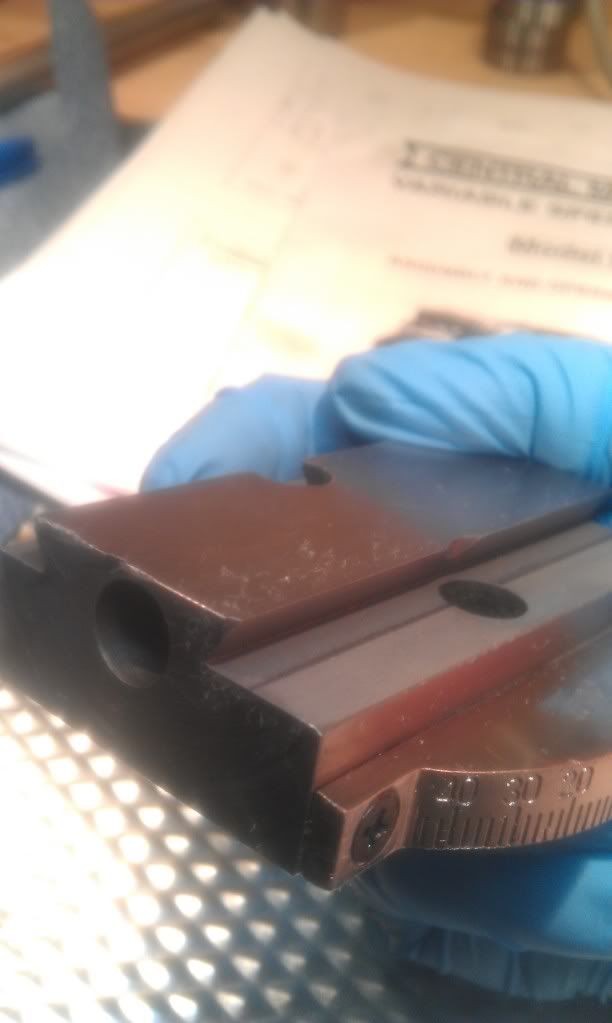
In my case the gib was so far off and the the actual compound top and bottom had high and low spots that not only did the gib catch during travel of moment but the compound top and bottom would rub.
I found out about the compound top and bottom rubbing by putting sharpie marker on one face assembling and moving the feed and sure enough there were high and low spots which the lapping took care of.
I opted for a bit of muscle to help me and choose the value grinding compound and the results I have are excellent.
If your compound is just a little jerky or not too bad than I would go with the less abrasive metal polish.
Prior to performing the lapping job my slides would not move smoothly and had a jerky action during various parts of the travel. Every time I would adjust the slide gibs to remove the movement in the slides it was too difficult to turn the cross slides so I had to loosen them to get a decent movement but then the play was back in various places within the travel.
After I performed the lapping job and assembled the slides and set the gibs I went to move the slide and it moved so smoothly and with ease I thought I lapped to far or had the slide gibs to loose. I put a dial indicator on each slide and tried to move them and nothing no movement and yet I could easily move the slides with just my fingers (I have the feed screws out as one was bent and I am waiting for the new feed screw) it was such a nice change.
I will post some pictures of the steps.
Just to note: I read that most people use metal polish to perform this task but after several hours of lapping last night I gave up.
In my case the gib was so far off and the the actual compound top and bottom had high and low spots that not only did the gib catch during travel of moment but the compound top and bottom would rub.
I found out about the compound top and bottom rubbing by putting sharpie marker on one face assembling and moving the feed and sure enough there were high and low spots which the lapping took care of.
I opted for a bit of muscle to help me and choose the value grinding compound and the results I have are excellent.
If your compound is just a little jerky or not too bad than I would go with the less abrasive metal polish.
Last edited:








")