- Joined
- Aug 25, 2007
- Messages
- 3,890
- Reaction score
- 715
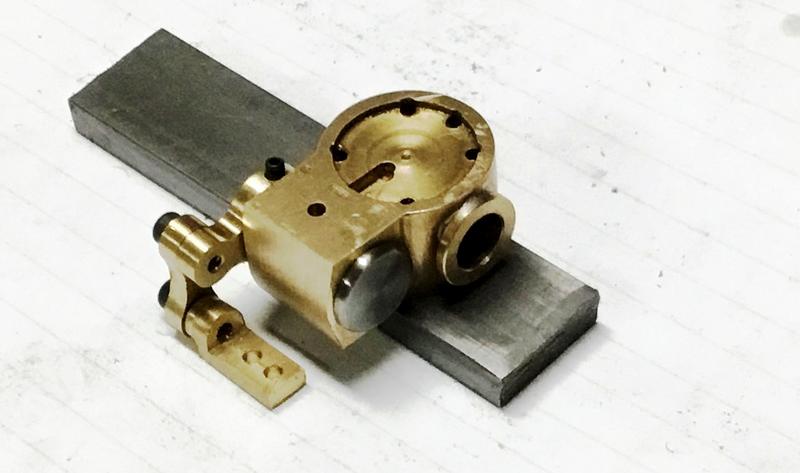
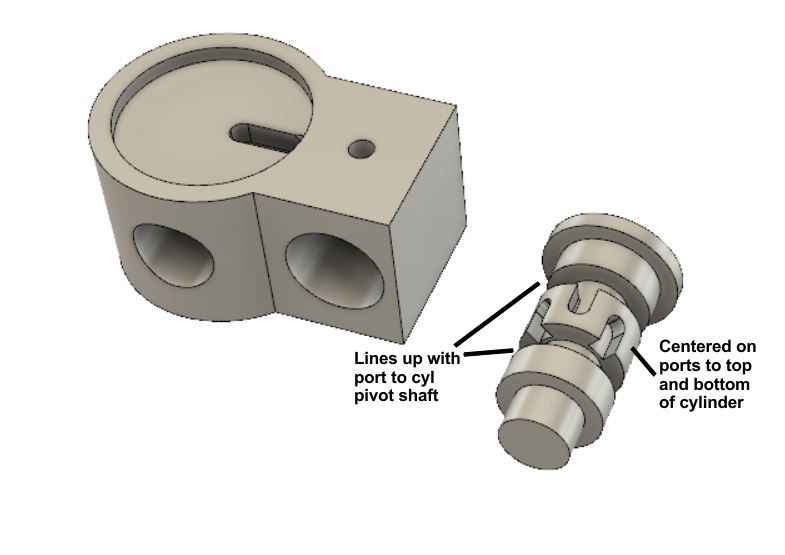
I'm building a small, double acting steam engine modeled after a design by Henry Maudslay. The engine uses a 3/8" diameter, 5/8" long stainless steel rotary valve which rotates inside a brass valve block.
To reduce air leakage, I am trying to lap the valve bore in the brass valve block and am making a new, stainless steel rotary valve which I also want to lap. Hopefully, by lapping both the valve bore and the valve I can reduce air leakage to a minimum.
I'm new to lapping and have been trying to use a barrel lap on the valve block bore. The barrel lap is also made of brass and I'm not convinced that lapping brass with brass is working all that well. Next I'm considering making a lap from lead (or melted solder) and trying that. I'm also considering a lap made from wood.
Finally, the lapping compound to use is also a mystery to me. I've read suggestions from Bon Ami to toothpase to Timesaver. The grits seem to start at around 600 and work up to 1200.
If anyone has some experience lapping a brass ID to a pretty high degree of roundness, straightness, and finish, I'd sure like hear from you .
Chu
To reduce air leakage, I am trying to lap the valve bore in the brass valve block and am making a new, stainless steel rotary valve which I also want to lap. Hopefully, by lapping both the valve bore and the valve I can reduce air leakage to a minimum.
I'm new to lapping and have been trying to use a barrel lap on the valve block bore. The barrel lap is also made of brass and I'm not convinced that lapping brass with brass is working all that well. Next I'm considering making a lap from lead (or melted solder) and trying that. I'm also considering a lap made from wood.
Finally, the lapping compound to use is also a mystery to me. I've read suggestions from Bon Ami to toothpase to Timesaver. The grits seem to start at around 600 and work up to 1200.
If anyone has some experience lapping a brass ID to a pretty high degree of roundness, straightness, and finish, I'd sure like hear from you .
Chu