- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
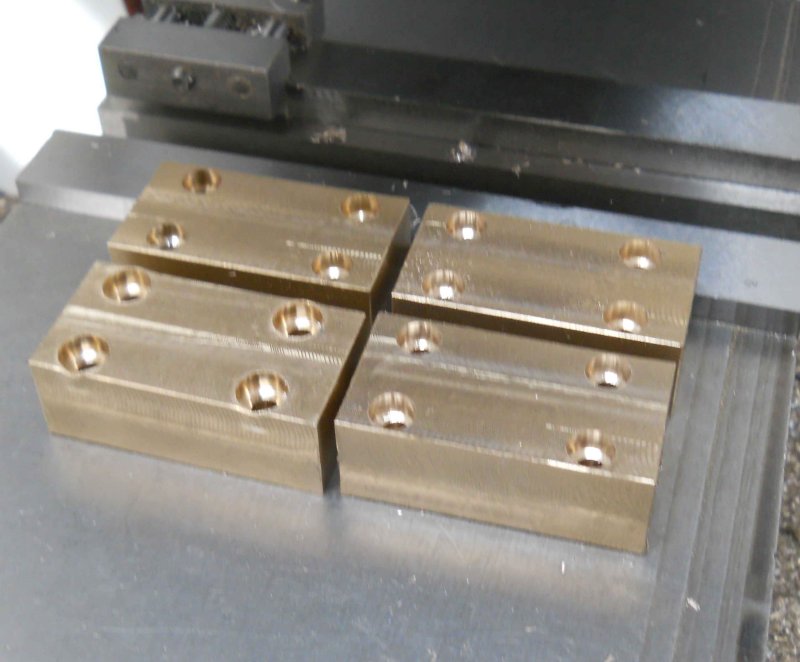
I have gotten a little "burned out" on the paddle steamer engine, so in the meantime I have started on building the Kozo Pennsylvania A3 switching locomotive. This will be the 1.5 inch/foot (i.e., 1/8 size) and will run on 7.5" gauge track.
I have made a start on the frame, which has 5 main pieces: 2 side rails, a front bumper, a rear footplate, and a crossmember. I didn't take any pics milling the side rails from 1/2x2.5" CRS, so here are a few more recent progress shots.
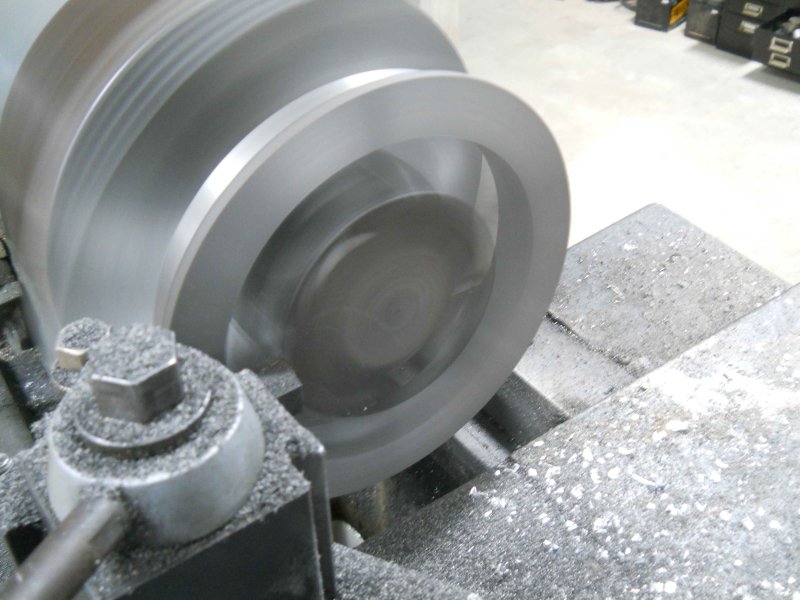
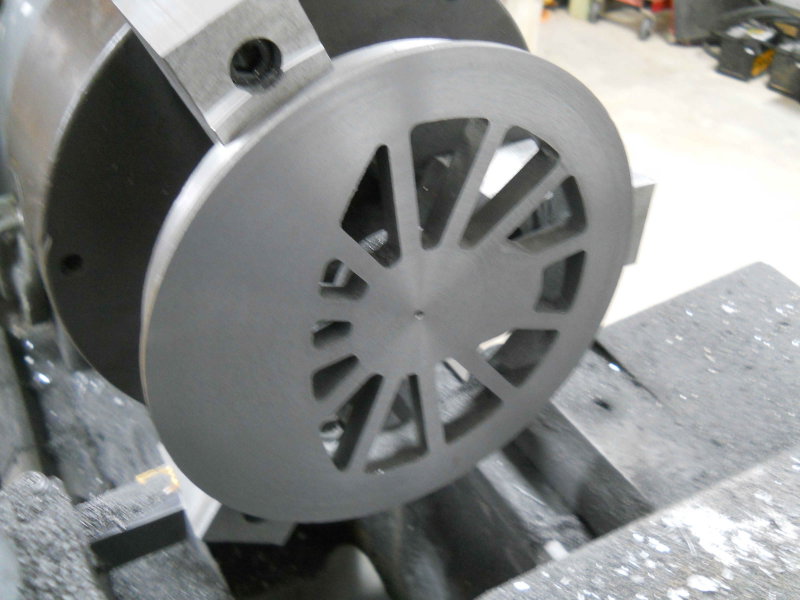
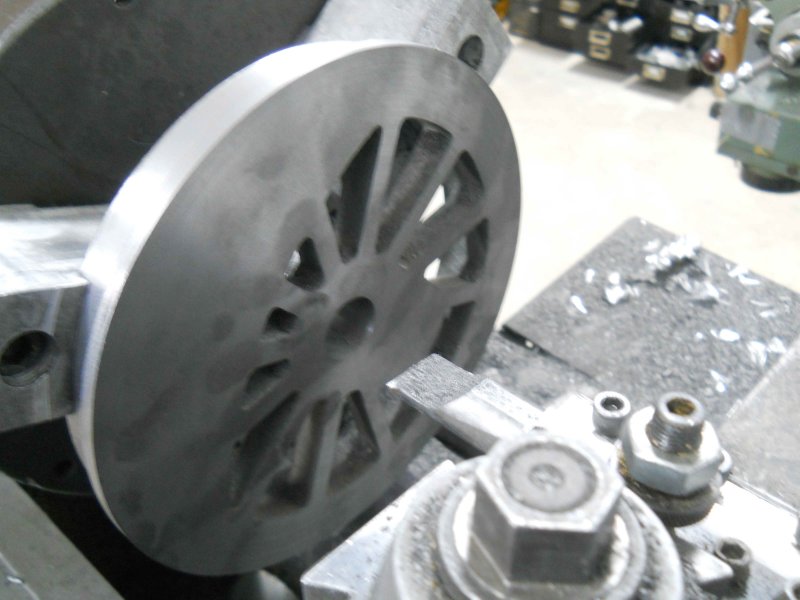
The left side rail needs a 1.125" hole for the blowdown valve. My latest drill is 15/16, so I bored it out:
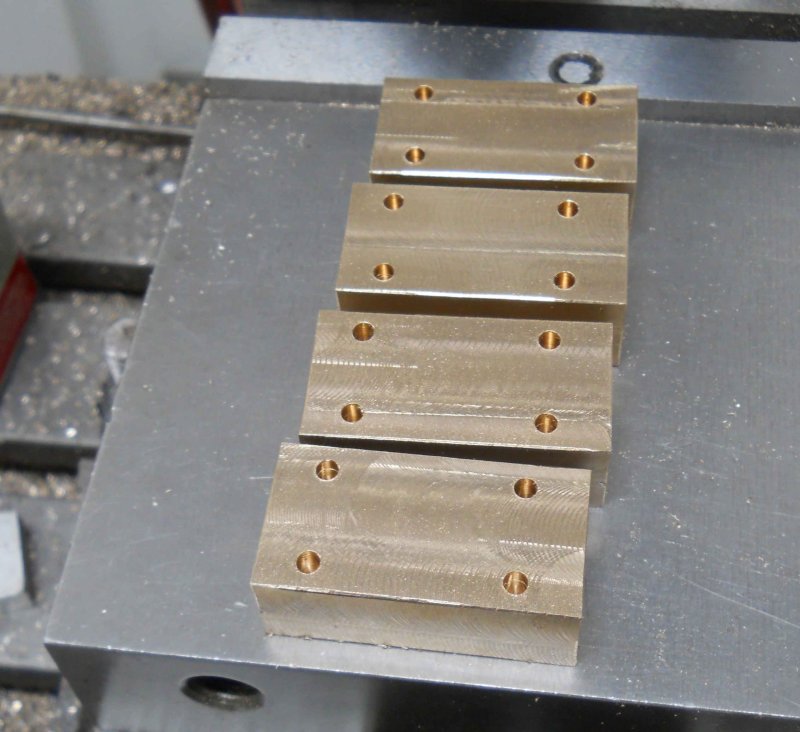
Next, fabricated the rear footplate from 1.5" square CRS milled down to 1.25x1.25.
I used the footplate holes as a drilling template on the side rails:

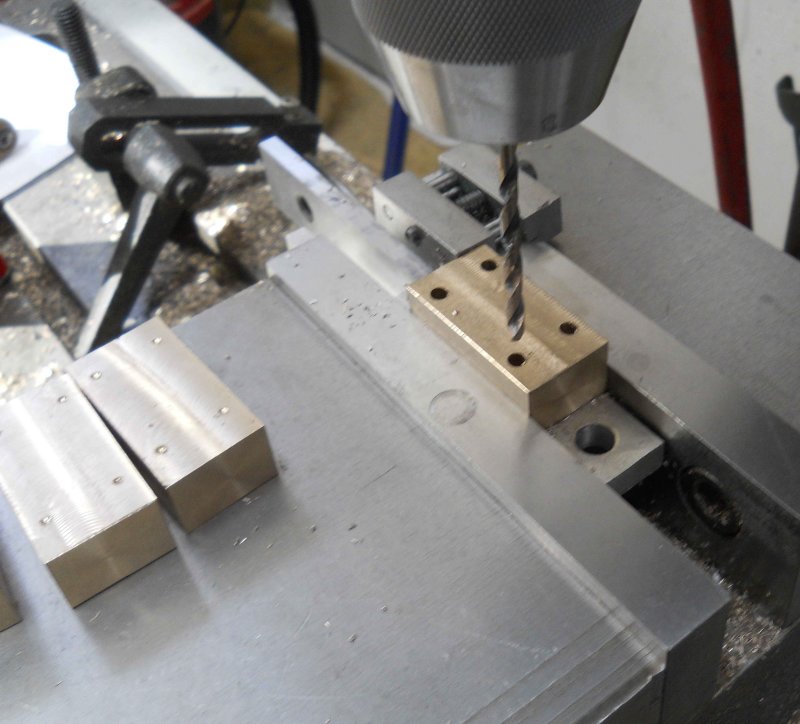
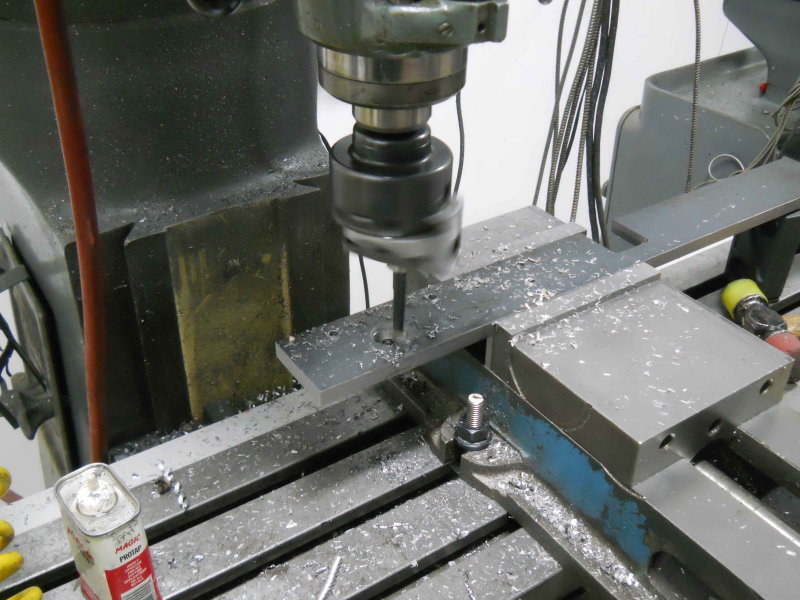
The frames are too big for my little tapping stand, so I used the mill spindle to start the 10-32 tap straight.

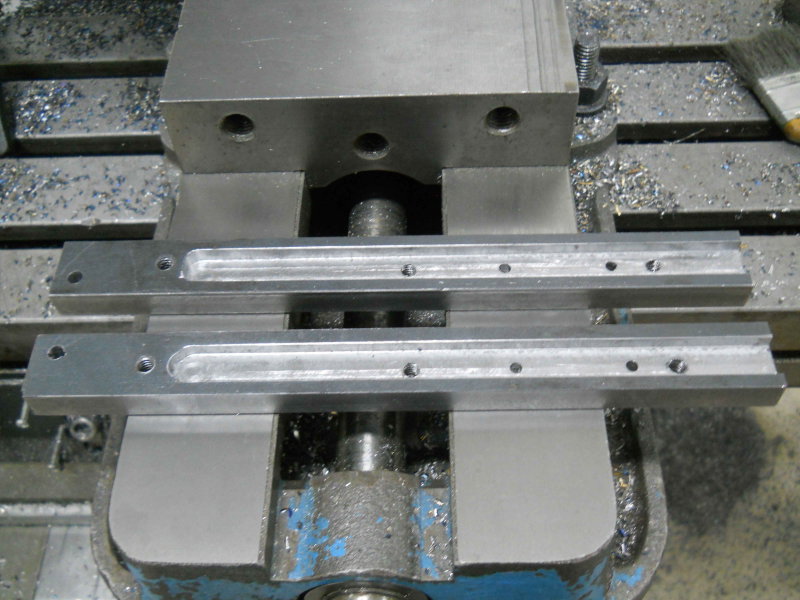
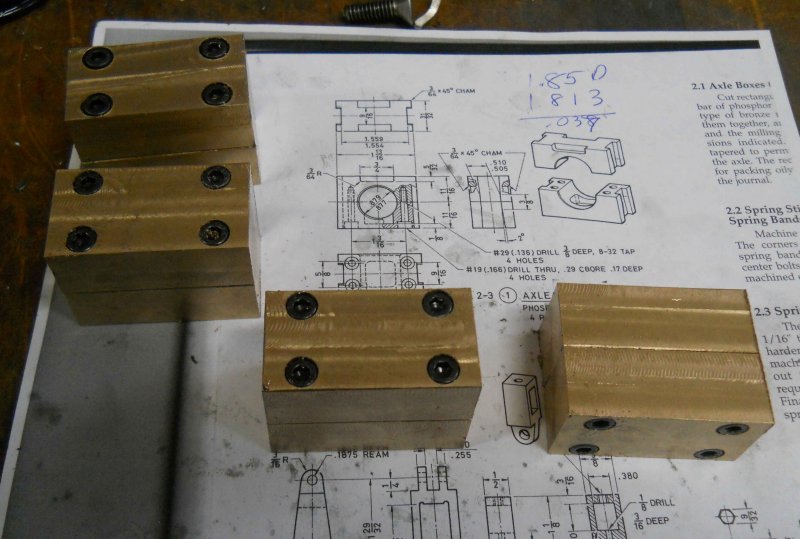
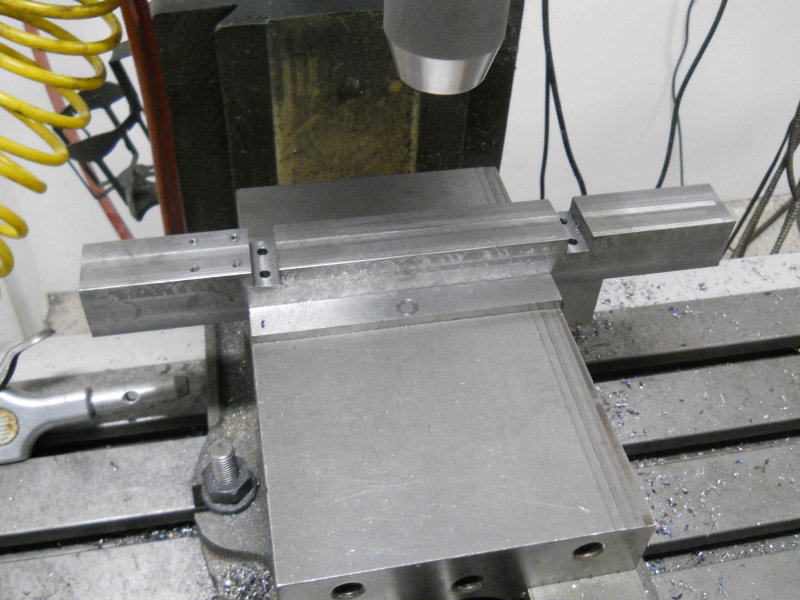
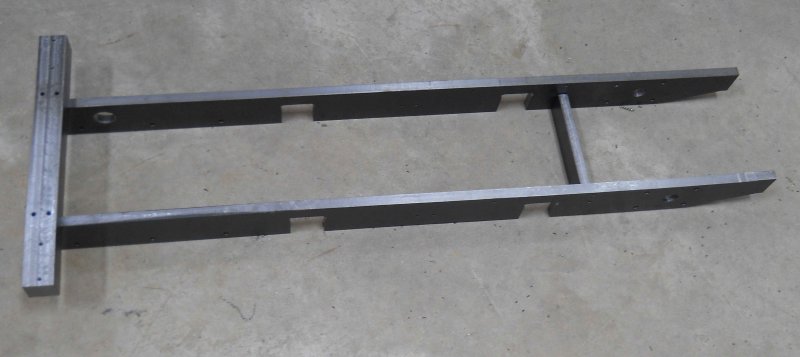
Here are the side rails, foot plate, and crossmember in "position". I'm waiting to get fasteners from Enco. The crossmember needs to be remade due to "operator error". :")
Next is the front bumper, made from 1.5x1.5x13.375 CRS. After milling and drilling the mounting slots, I used the CNC mill to round the ends:


The front bumper will get a lot more threaded holes, but I'll hold off until I make the parts to mount there.
The engine has a few hundred parts to make, but these are the largest sizewise. The side rails are 3' long, and are the largest pieces I have ever machined. Though the Bridgeport table is 9x42, the spindle X travel is abou 24" max, so I needed to move the rails sideways a couple of times to mill and drill all the features. For alignment, I use a pair of ground rods that fit in the table slots. The pieces are pressed against these rods before clamping. I used parallels under the rails to clear the table.
I have made a start on the frame, which has 5 main pieces: 2 side rails, a front bumper, a rear footplate, and a crossmember. I didn't take any pics milling the side rails from 1/2x2.5" CRS, so here are a few more recent progress shots.
The left side rail needs a 1.125" hole for the blowdown valve. My latest drill is 15/16, so I bored it out:
Next, fabricated the rear footplate from 1.5" square CRS milled down to 1.25x1.25.
I used the footplate holes as a drilling template on the side rails:
The frames are too big for my little tapping stand, so I used the mill spindle to start the 10-32 tap straight.
Here are the side rails, foot plate, and crossmember in "position". I'm waiting to get fasteners from Enco. The crossmember needs to be remade due to "operator error". :
Next is the front bumper, made from 1.5x1.5x13.375 CRS. After milling and drilling the mounting slots, I used the CNC mill to round the ends:
The front bumper will get a lot more threaded holes, but I'll hold off until I make the parts to mount there.
The engine has a few hundred parts to make, but these are the largest sizewise. The side rails are 3' long, and are the largest pieces I have ever machined. Though the Bridgeport table is 9x42, the spindle X travel is abou 24" max, so I needed to move the rails sideways a couple of times to mill and drill all the features. For alignment, I use a pair of ground rods that fit in the table slots. The pieces are pressed against these rods before clamping. I used parallels under the rails to clear the table.