




Some months ago I made a clamp type knurling tool. Since then I've attempted to knurl several thumbwheels. Some turned out OK. Others, well, pretty much a disaster. I still haven't figured out how best to get a nice even knurl. It seems on larger diameters it does fairly well, but small diameters come out quite ugly. The top wheel cuts deeper than the other, and the bottom wheel looks like it cuts at a different pitch although when you look at the wheels they are the same.
I've tried setting the tool holder at different heights and using different pressures, from light to heavy. Nothing seems to work. I use lots of oil at a slow speed and increase pressure slowly letting the deformation settle a bit.
So, you knurling experts -- is there any advice you can give to help solve this dilemma?
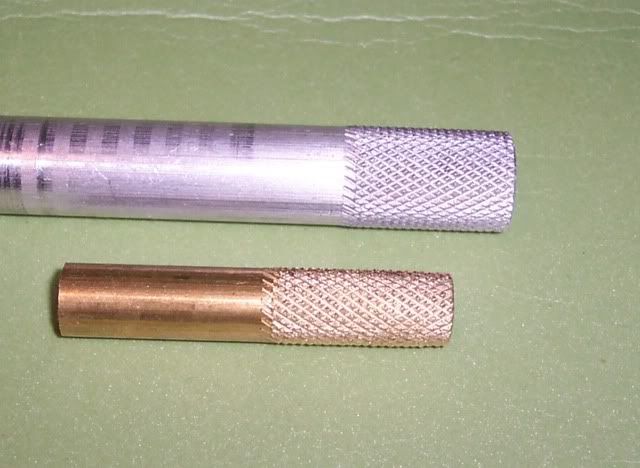
On the left is light pressure with the tool set high, in the middle is the tool set low with high pressure, on the right is the tool set on axis with high pressure.

Thanks,
Kevin
I've tried setting the tool holder at different heights and using different pressures, from light to heavy. Nothing seems to work. I use lots of oil at a slow speed and increase pressure slowly letting the deformation settle a bit.
So, you knurling experts -- is there any advice you can give to help solve this dilemma?
On the left is light pressure with the tool set high, in the middle is the tool set low with high pressure, on the right is the tool set on axis with high pressure.
Thanks,
Kevin

")