- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
After hearing that the .012" cylinder taper wasn't going to cut it I spent the afternoon playing with this impressive combination:
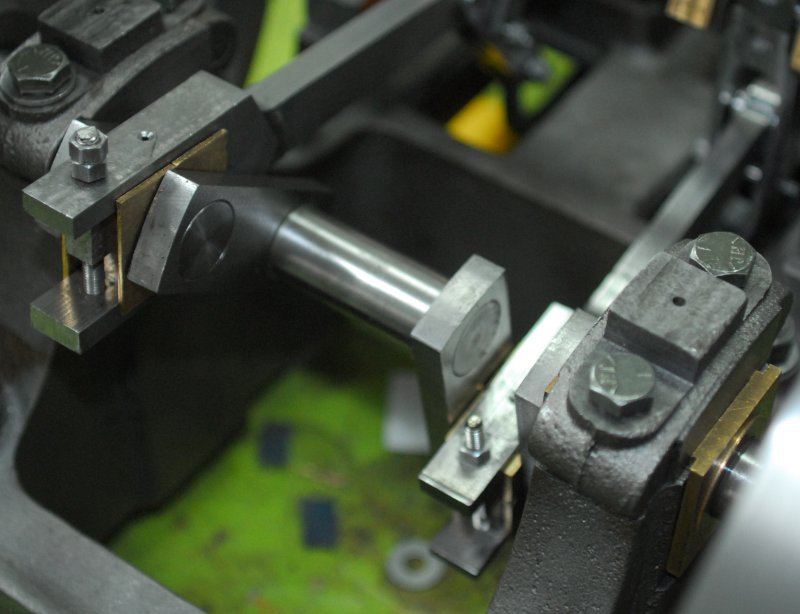
Expanding 2" reamer with a MT3 shank hooked to a MT3/R8 adapter for the Bridgeport. Don't try this on your mini-mill. Found the reamer on eBay some time ago and got the adapter from Shars.
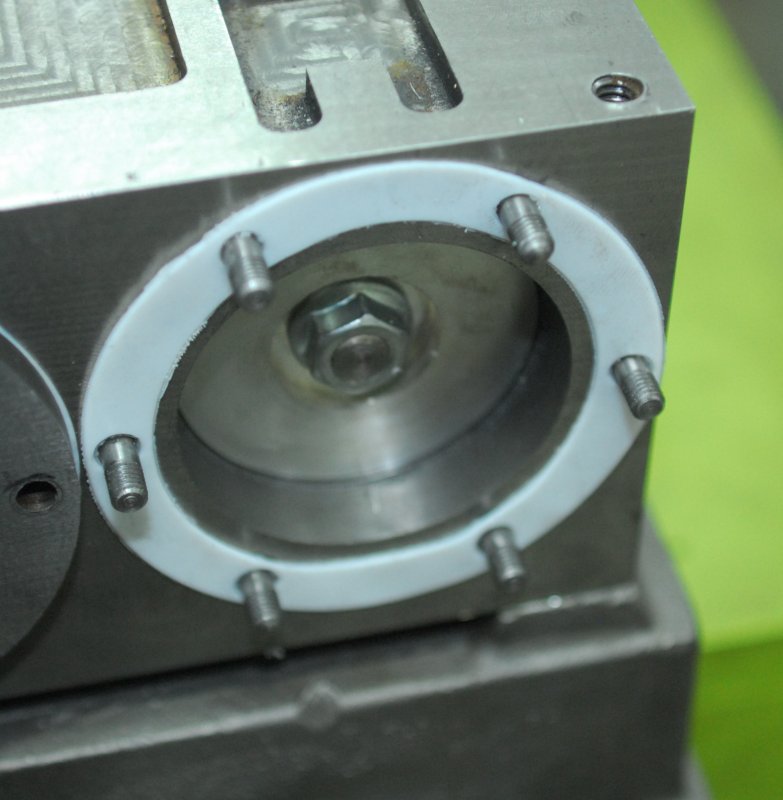
The cylinder didn't like heavy cuts with this, and I probably adjusted it 10 times before I got it done. The bore surface is only mediocre, but I'll run a cylinder hone through it later on. At least bore mic measures the same at both ends.
I did just one bore, so I'll have the same process to do for the other.
Expanding 2" reamer with a MT3 shank hooked to a MT3/R8 adapter for the Bridgeport. Don't try this on your mini-mill. Found the reamer on eBay some time ago and got the adapter from Shars.
The cylinder didn't like heavy cuts with this, and I probably adjusted it 10 times before I got it done. The bore surface is only mediocre, but I'll run a cylinder hone through it later on. At least bore mic measures the same at both ends.
I did just one bore, so I'll have the same process to do for the other.