After receiving a shipment of model scale nuts from AME in Fl, I discovered the 10-32 nuts wouldn't screw onto the pins I made for the valve linkage, Seems the nuts I used for testing the thread milling code were loose threads. So I did the mill setup to cut deeper threads. With the setup for thread milling, and having enough 1/4" drill rod, I spent a number of hours working on studs. I need 12 for the steam chest cover, 6 for the steam chest, and 6 for the cylinder.
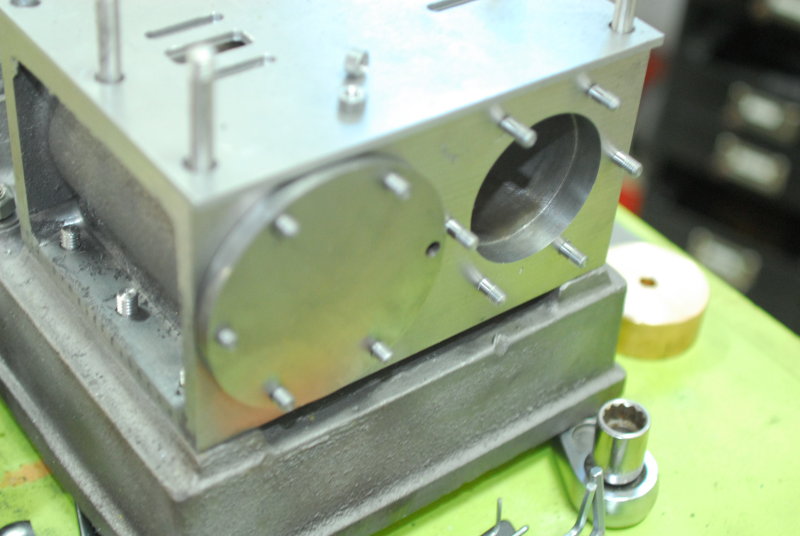
Today I received a box of steel flat washers so I could try on most for size. While the cover studs are no problem, I find that there is not enough space in the cylinder sides for a complete washer, and I will have to cut a flat side in them to fit. The studs for the steam chest to cylinder are about 1.5" long, and with all of them screwed into the cylinder I can't lower the chest cleanly onto them. Since I can attach the chest with screws, it seems to be a matter of a close fit in the holes drilled in the chest. I probably need to enlarge the clearance holes slightly.
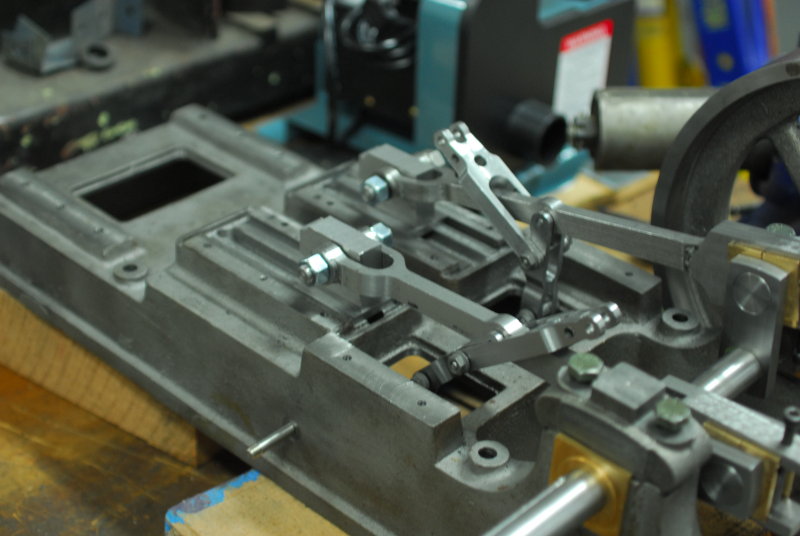
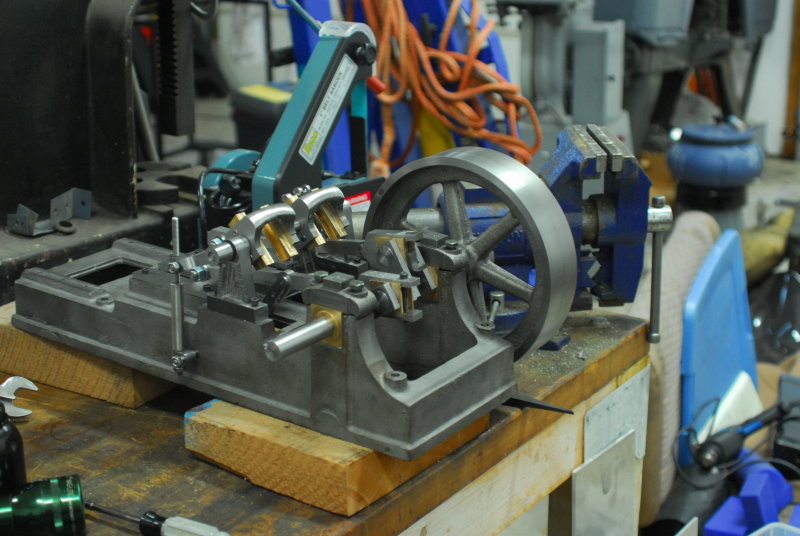
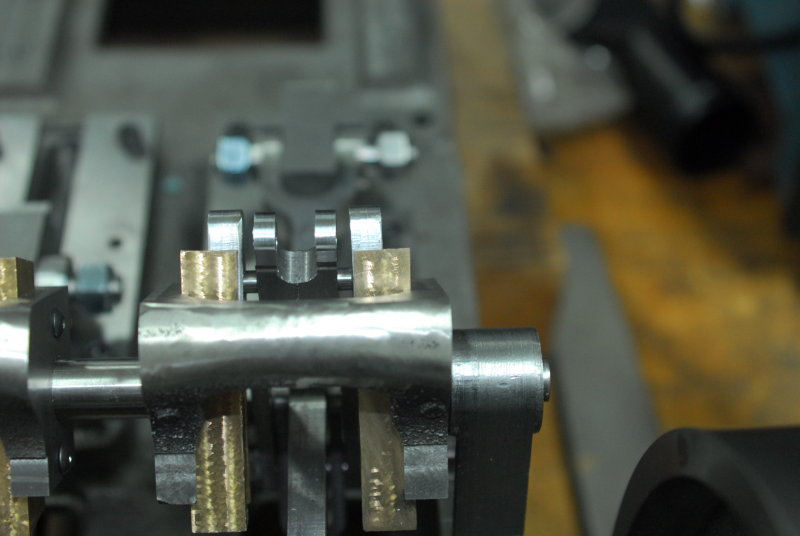
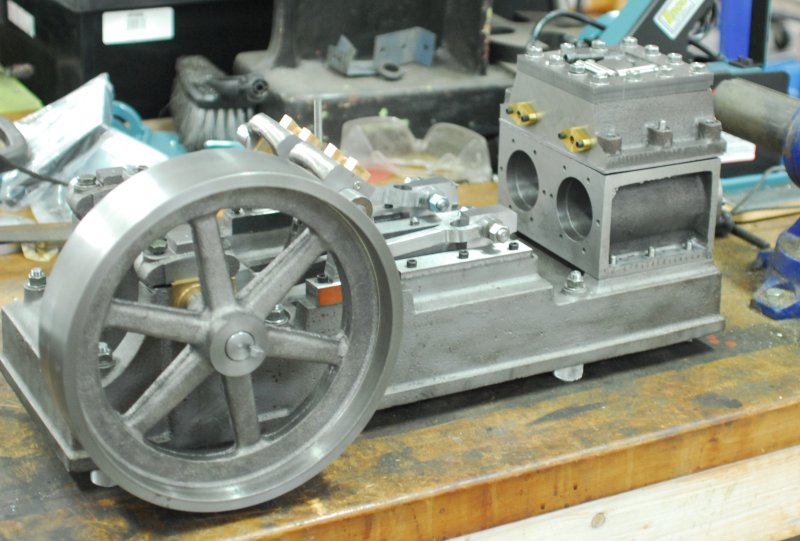
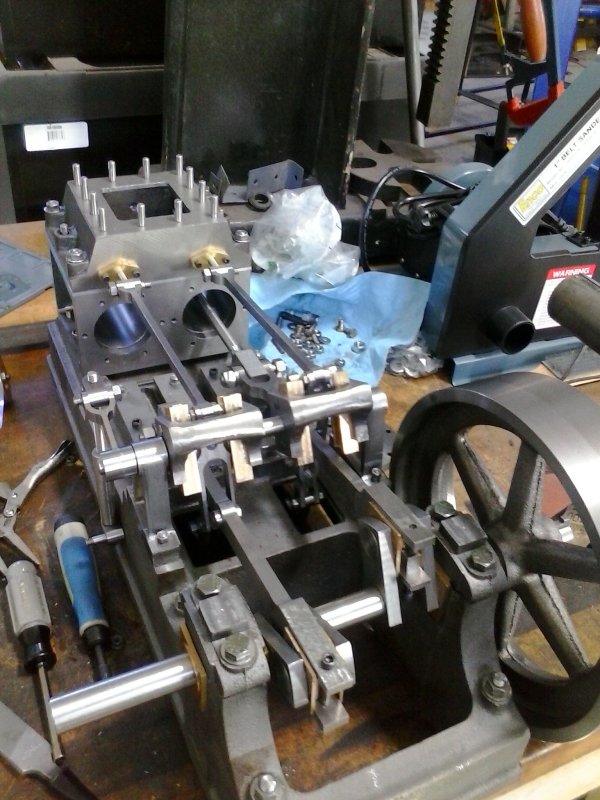
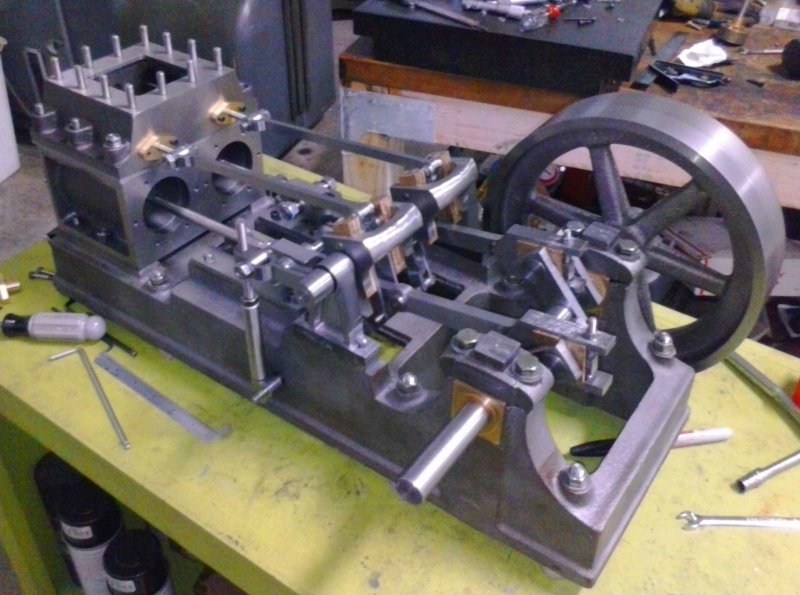
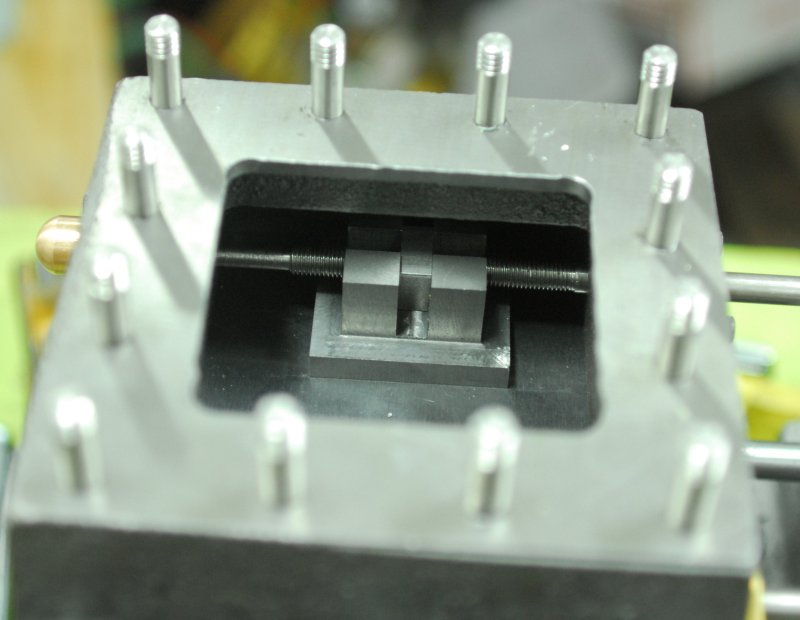
Here's a test assembly of where I've gotten to so far:
I need to make a goodly number of 10-32 studs for the cylinder covers, reversing stands, and crosshead guide plates, so I need to order more 3/16 drill rod for those.