- Joined
- Jun 4, 2008
- Messages
- 3,285
- Reaction score
- 630
I've had this engine on my "want" list for a few years having seen a completed model in past years at both NAMES and Cabin Fever. So this year at NAMES I picked up the casting set. I had purchased the drawings earlier from Dennis Howe at HistoricModelsandReproductions.com.
At the show I met Lee Whelan who built the working model I'd seen, and also another gentleman who had also completed it. Both assured me that it should be easy to get running with some case.
Here's a video I made of Lee's model at the show.
[ame]https://www.youtube.com/watch?v=e4GCgJTv5wk&feature=youtu.be[/ame]
Some still photos of the engine as well: http://www.pbase.com/kvom/joys_valve_gear_engine
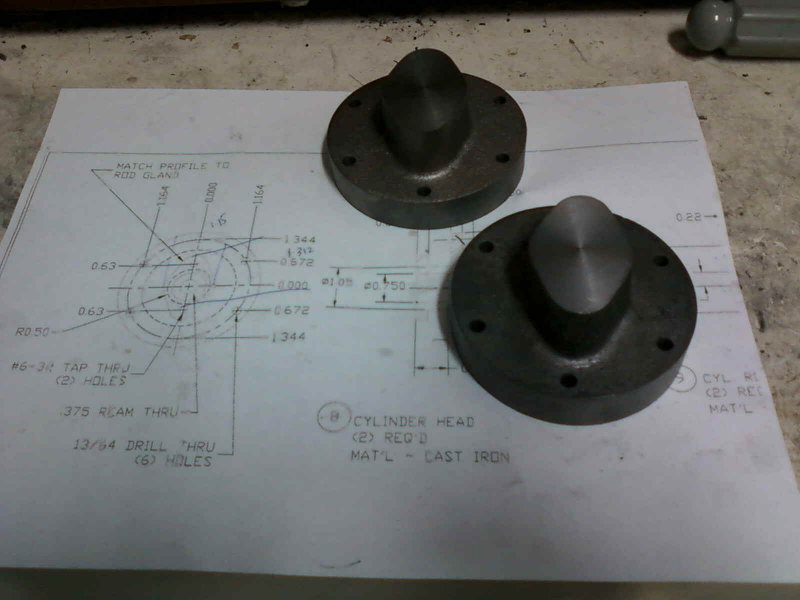
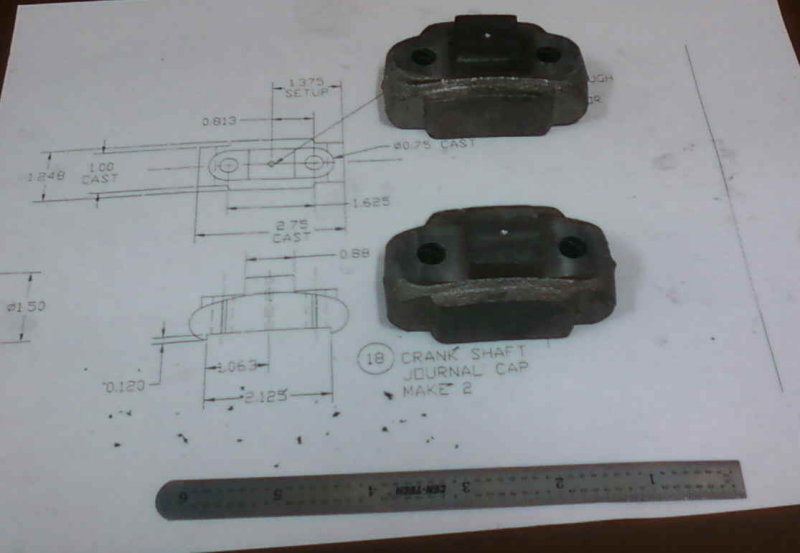
I'll post some photos of the castings a bit later. I'm not sure when I'll start this build as I have a number of other projects to wrap up.
At the show I met Lee Whelan who built the working model I'd seen, and also another gentleman who had also completed it. Both assured me that it should be easy to get running with some case.
Here's a video I made of Lee's model at the show.
[ame]https://www.youtube.com/watch?v=e4GCgJTv5wk&feature=youtu.be[/ame]
Some still photos of the engine as well: http://www.pbase.com/kvom/joys_valve_gear_engine
I'll post some photos of the castings a bit later. I'm not sure when I'll start this build as I have a number of other projects to wrap up.

")