




BobWarfield
Well-Known Member
- Joined
- Dec 27, 2007
- Messages
- 1,151
- Reaction score
- 1
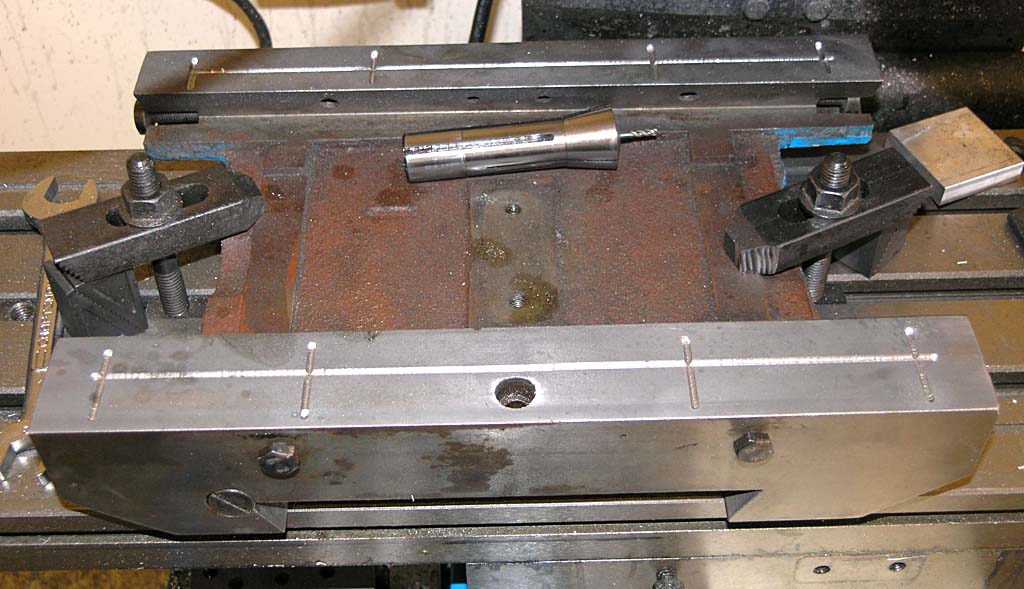
I'm getting ready to start the CNC conversion on my IH mill, so there's tons of prep work for me to do. I started out lapping the ways as recommended by IH. It's a controversial subject, but after trying the "before" and "after" I'm satisfied it's a good thing. The purposes is to get rid of some of the worst friction from tool marks without going too far and affecting the trueness of the surfaces. Done right, it lets you run the gibs tighter and get smoother way action. I certainly was able to feel a profound difference.
You can read more detail on my site:
http://www.cnccookbook.com/CCMillCNCHome.html
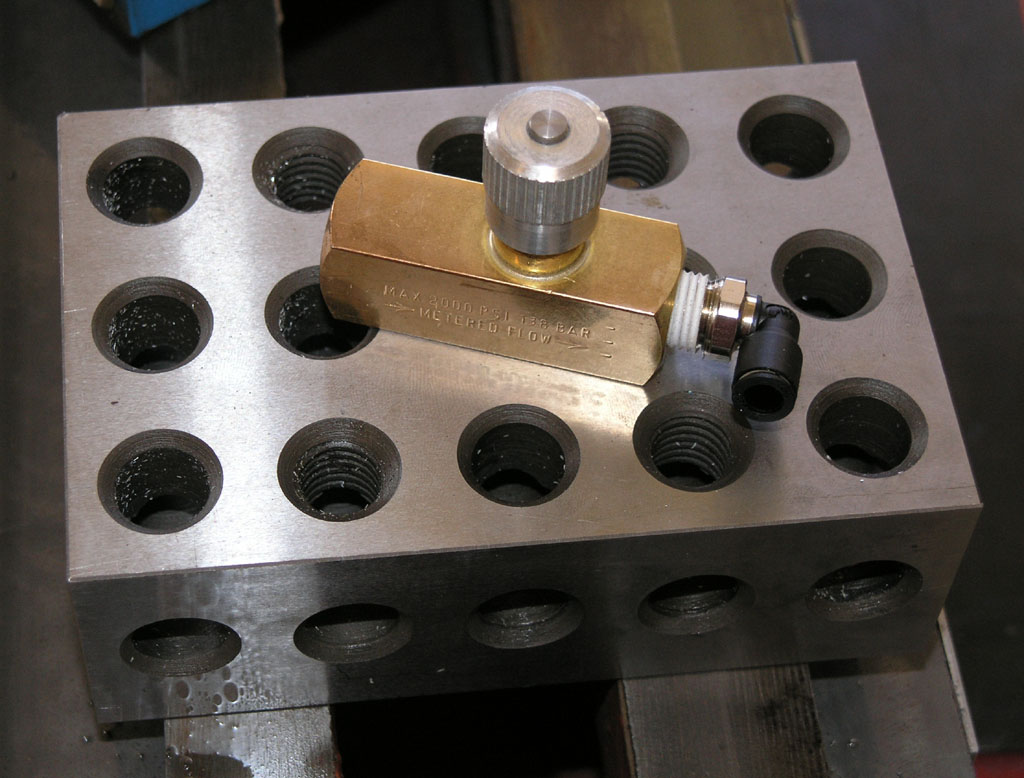
Next up is a mod to the Z-axis that is beneficial for RF-45 mills. The bracket that connects the Z-carriage to the leadscrew nut is just a loose fitting bushing. This can lead to quite a bit of slop in the head. Normally this wouldn't matter as I think the designers intend for precision Z-work to be done with the quill rather than by raising or lowering the head. But for CNC, it matters a lot as the quill is not used. So, you have to cut a shoulder in the head and fabricate a steel bushing to match so that you can clamp the bracket to the head. Here is the new bushing next to the old one:

The shoulder lets you torque down the bolt and lock the nut bracket to the slide.
Next, I got started modifying my Z-axis for a one shot oiling system. I figure while I have the mill apart, I'm going to do it up right! I had bought a one shot lever-type Bijur oil pump off eBay for cheap. There's a page on my site with details of how others have added one shot oiling:
http://www.cnccookbook.com/CCMilllOneShot.htm
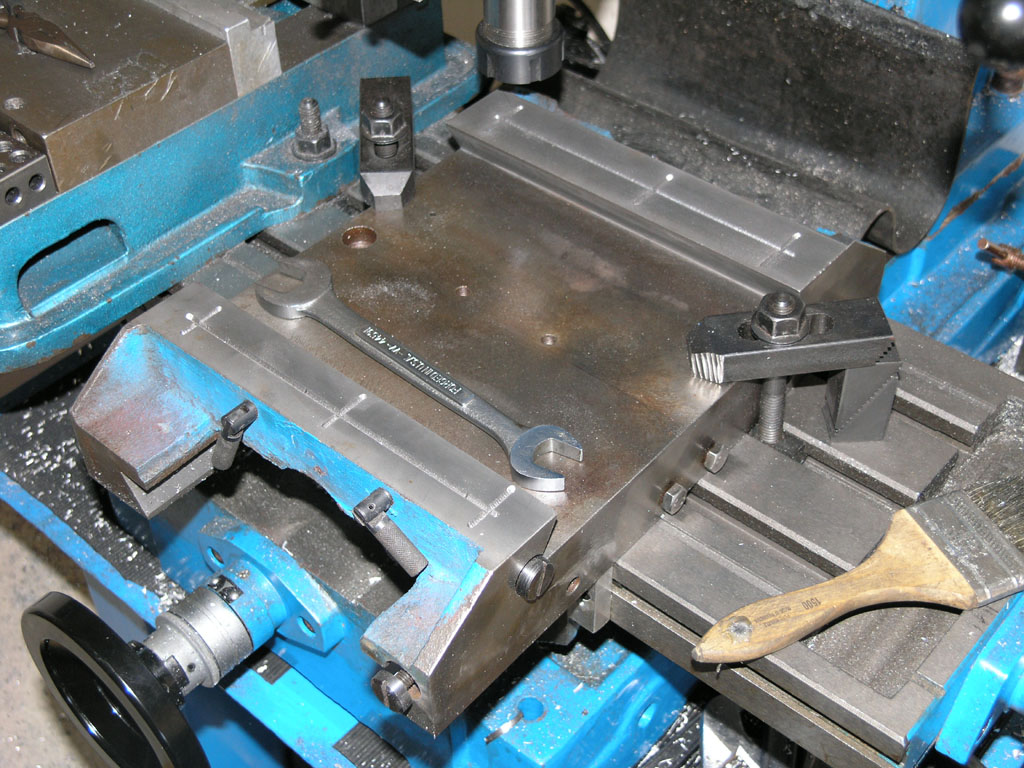
Now it's my turn. I started out cutting some oil distribution grooves in the Z-saddle ways that match up to the original oil ports:

When I got done I set the Z-saddle on the column and injected oil through the original ball ports to try it out. It works really well, big improvement in the oiling!
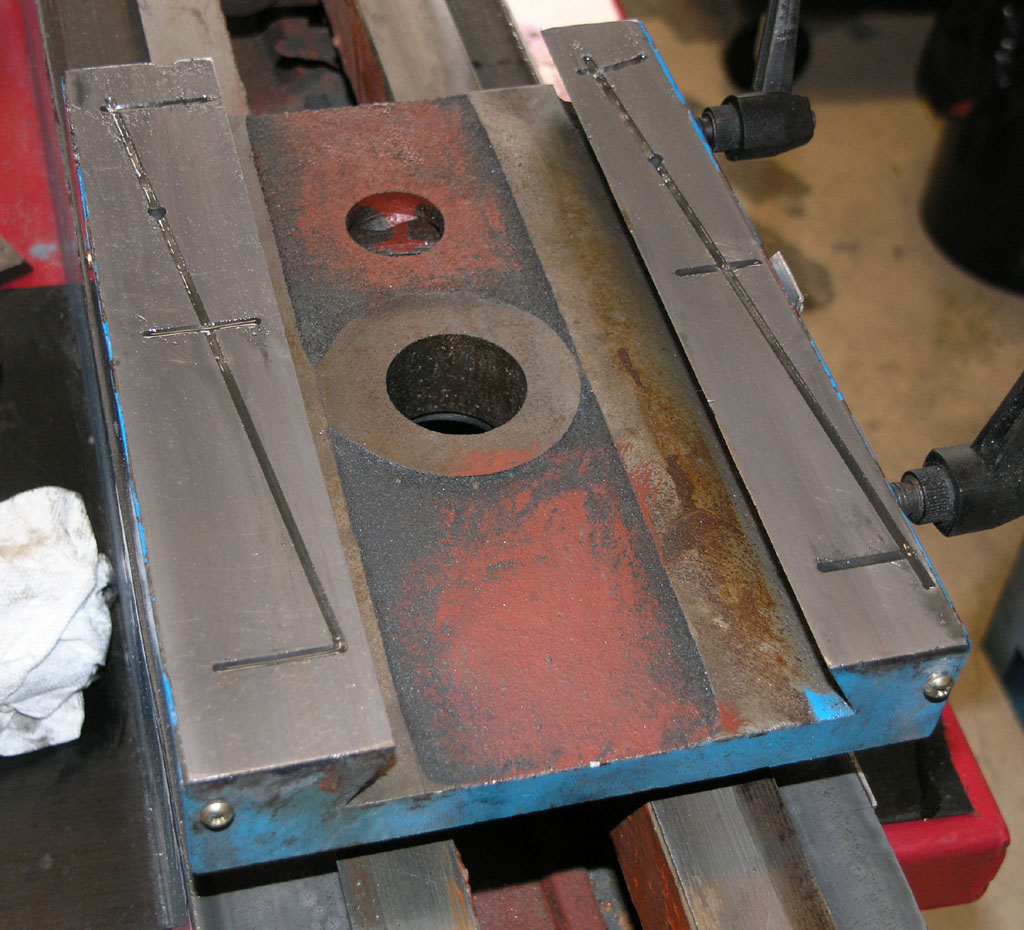
I was able to get just the right amount of oil evenly spread with this grooving system. I'll call that a lucky break. The grooves were cut with a 1/8" ball mill.
For those of you wondering, I own 2 of these IH mills, so I'm modifying one by using the other.
I'm not nearly done with the one shot oiler, so this will be a work in progress thread.
Best,
BW
You can read more detail on my site:
http://www.cnccookbook.com/CCMillCNCHome.html
Next up is a mod to the Z-axis that is beneficial for RF-45 mills. The bracket that connects the Z-carriage to the leadscrew nut is just a loose fitting bushing. This can lead to quite a bit of slop in the head. Normally this wouldn't matter as I think the designers intend for precision Z-work to be done with the quill rather than by raising or lowering the head. But for CNC, it matters a lot as the quill is not used. So, you have to cut a shoulder in the head and fabricate a steel bushing to match so that you can clamp the bracket to the head. Here is the new bushing next to the old one:
The shoulder lets you torque down the bolt and lock the nut bracket to the slide.
Next, I got started modifying my Z-axis for a one shot oiling system. I figure while I have the mill apart, I'm going to do it up right! I had bought a one shot lever-type Bijur oil pump off eBay for cheap. There's a page on my site with details of how others have added one shot oiling:
http://www.cnccookbook.com/CCMilllOneShot.htm
Now it's my turn. I started out cutting some oil distribution grooves in the Z-saddle ways that match up to the original oil ports:
When I got done I set the Z-saddle on the column and injected oil through the original ball ports to try it out. It works really well, big improvement in the oiling!
I was able to get just the right amount of oil evenly spread with this grooving system. I'll call that a lucky break. The grooves were cut with a 1/8" ball mill.
For those of you wondering, I own 2 of these IH mills, so I'm modifying one by using the other.
I'm not nearly done with the one shot oiler, so this will be a work in progress thread.
Best,
BW









")



