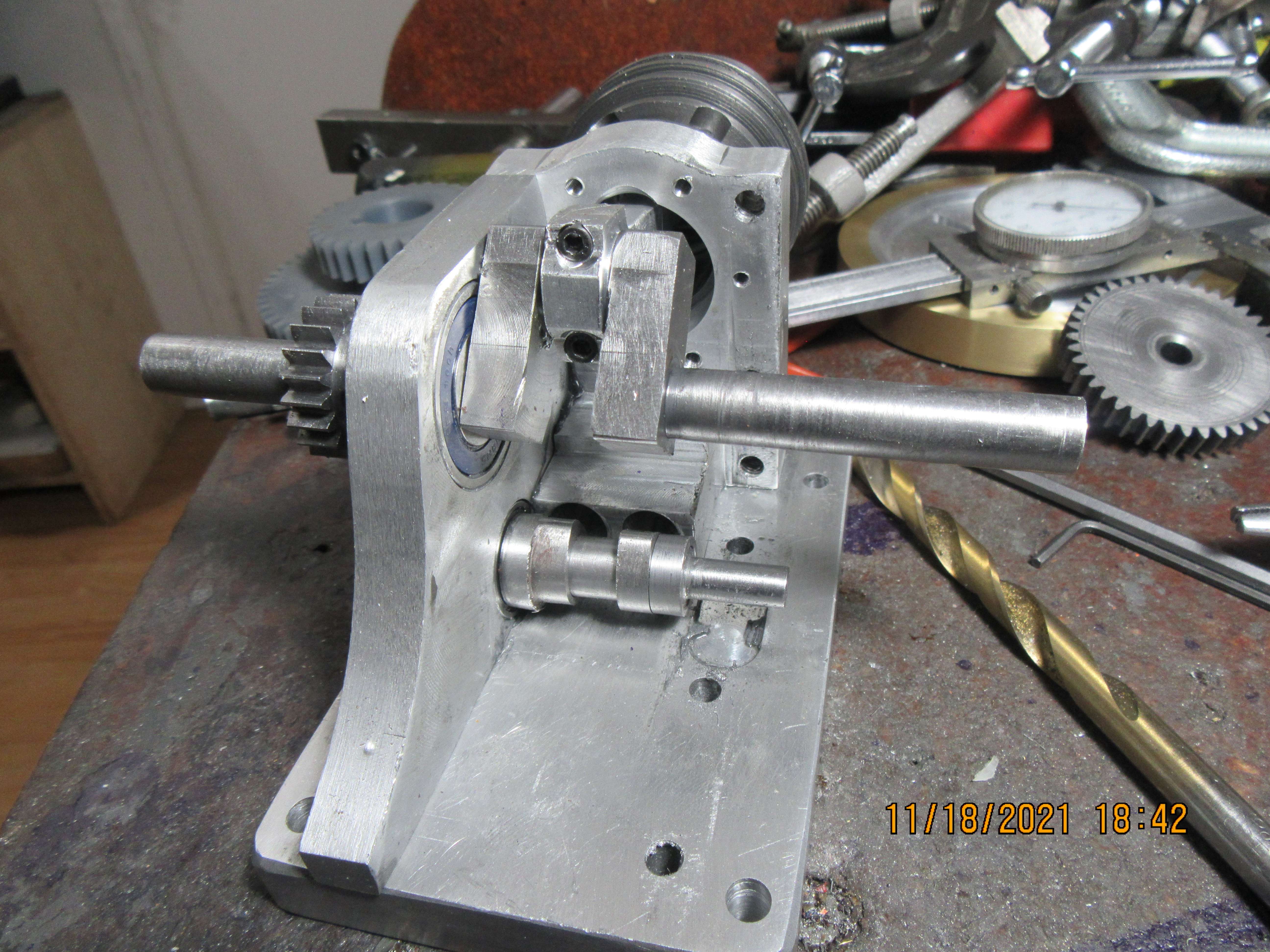
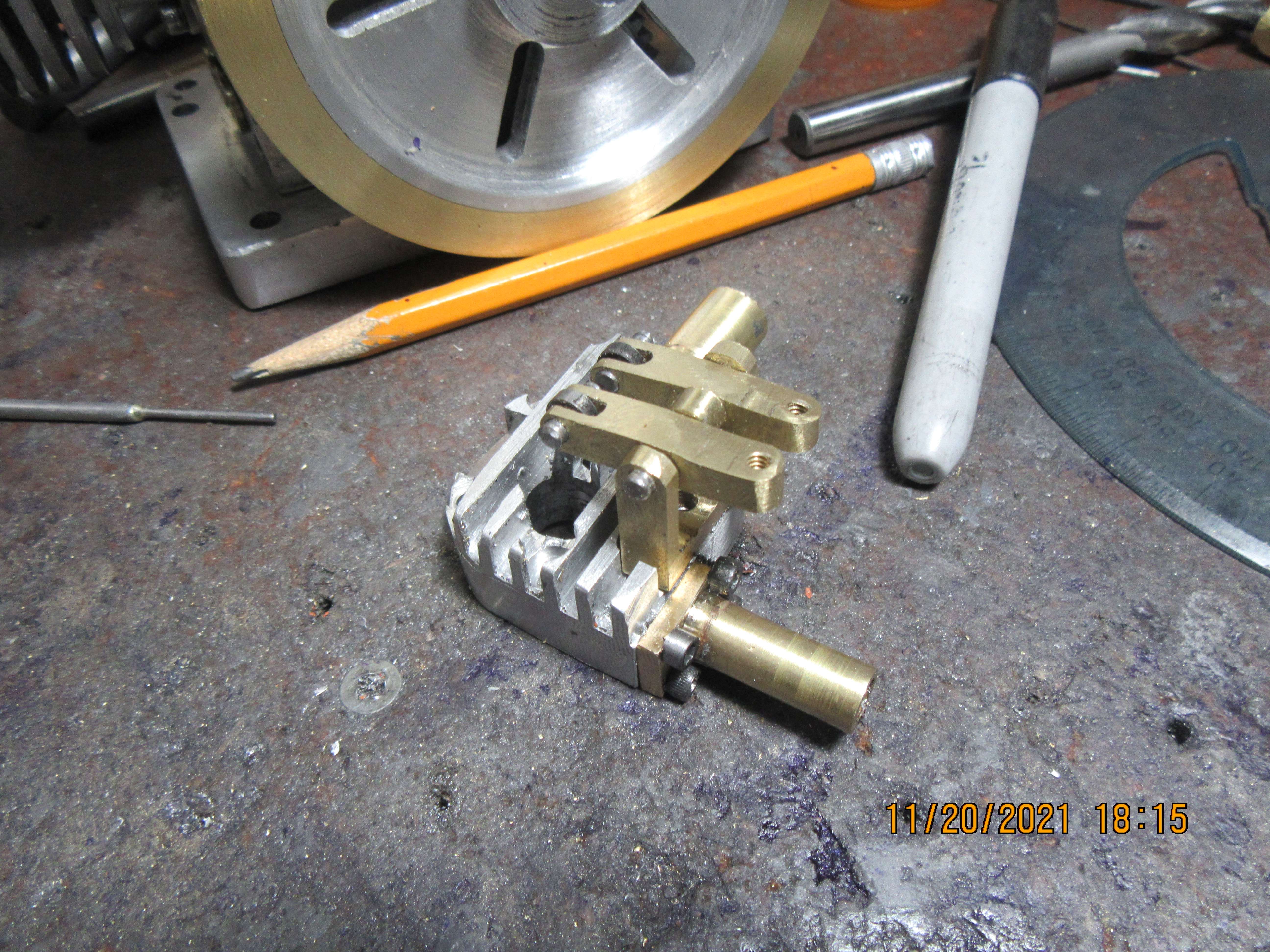
No real work accomplished today, other than mounting the cams where they will go on the camshaft and taking a picture of it with one sideplate removed. I have to pick up some 1/2" diameter brass tomorrow to make valve cages and tappet guides from, and a piece of 1/16" diameter drill rod to cross-pin the cam to the camshaft. The woman who runs BusyBee tools in Barrie called and told me about an old fellow in town who built "Steam engines and things" but was too old to work in his shop anymore. I called him and arranged a visit this afternoon and went to see what I might want to buy. He was a nice old fellow of 90, but was selling off all his shop toys. unfortunately, I have everything he has, only bigger and better. I did buy eight small cast steel C-clamps for $25, but that was all I bought.





")