jthulin,
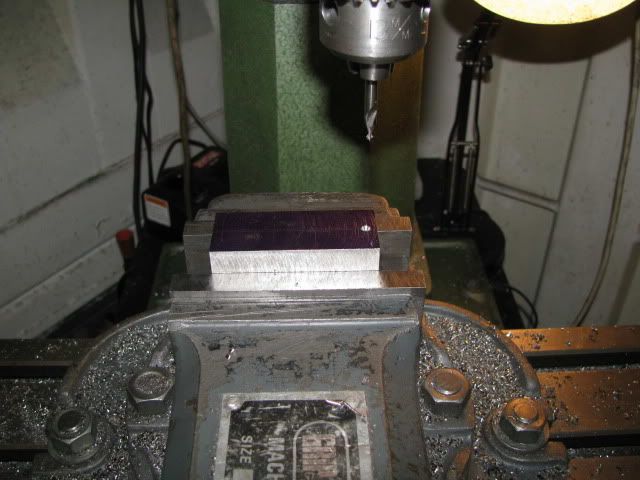
The materials a lump of flat plate, cut off a bigger lump of same at my mates shipyard. It machines similar to mild steel but is probably boiler plate because it is easy to start the metal tearing rather than cutting. It has not been heat treated in any way and if there was distortion it was minimal.
95% of the materials I use are scrounged from many sources and when your head down base up in someones scrap bin I don't ever recall thinking now is this EN 32 or SAE 1024.
Once it's in the machine you get a handle on its' probable origin e.g. my drilling jig blank.
Best Regards
Bob






")